Project Description
Introduction
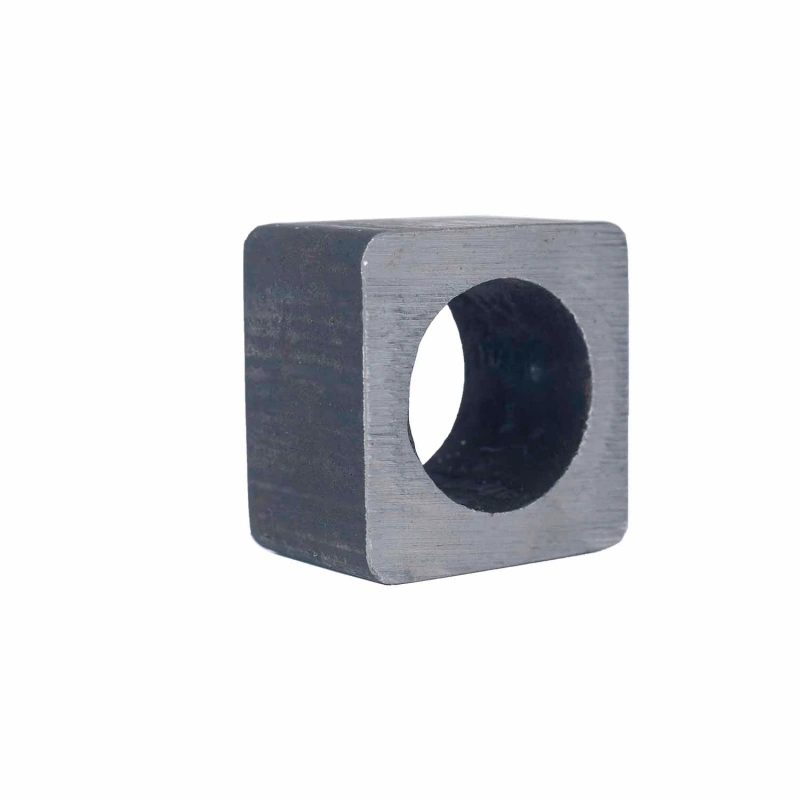
The Square-Exterior, Round-Bore Carbon Steel Tube represents a purpose-engineered solution that merges the structural predictability of square profiles with the functional versatility of circular hollow sections. Featuring a precisely formed square outer contour with gently radiused corners and a perfectly concentric round internal bore, this special-profile tube eliminates the need for secondary machining or multi-component assemblies.
The flat outer faces provide ideal mounting, clamping, and welding surfaces, while the controlled corner radii minimize stress concentrations and enhance fatigue resistance under dynamic loading. Simultaneously, the smooth circular through-hole enables efficient routing of hydraulic fluids, pneumatic lines, electrical harnesses, or rotating shafts directly within the structural member.
Manufactured through advanced cold-drawing processes, Fushun Steel Tube delivers this geometry with exceptional dimensional consistency, wall uniformity, and metallurgical integrity. Tell us your cross-sectional dimensions and performance targets, and our engineering team will recommend the optimal material and processing route.
Engineered Geometry & Structural Integration
By integrating a load-bearing square exterior with a precision round bore, this profile optimizes space utilization in compact chassis and automation frameworks. The concentric design ensures uniform wall thickness distribution, which is critical for predictable collapse behavior and consistent internal fluid dynamics. Our proprietary mandrel-forming technique guarantees strict geometric tolerances without compromising the material's core toughness.
Applications
Our square-exterior, round-bore tubes are engineered for direct integration into demanding mechanical and structural assemblies:
- Automotive Chassis & Powertrain: Structural cross-members and sub-frame reinforcement tubes with integrated brake/fuel line conduits, EV battery enclosure cooling channels, steering column outer sleeves, and suspension control arm housings.
- Agricultural & Off-Highway Machinery: Combine harvester and tractor welded frame spines with internal hydraulic routing, sprayer boom structural tubes, seeder linkage arms, and irrigation system pressure distribution manifolds.
- Industrial & Mechanical Engineering: Machine tool base frames, conveyor system drive shafts with internal lubrication passages, robotic arm structural members, and power transmission hollow shafts.
For corrosive environments or high-temperature damping systems, we also manufacture compatible multi-functional profiles using our stainless steel tube and boiler tube production lines.
Specifications & Standards
Our square-exterior, round-bore special profiles are manufactured and certified according to globally recognized mechanical and structural tubing standards:
- ASTM / SAE: ASTM A519 Seamless Carbon & Alloy Steel Mechanical Tubing, ASTM A500, SAE J524
- EN / DIN: EN 10305-1, EN 10219, DIN 2391 Precision Cold-Sized Tubes
- ISO: ISO 3304, ISO 4019
- JIS: JIS G3445 Machine Structural Carbon Steel Tubes, JIS G3466
- GB: GB/T 3639, GB/T 6728
Due to the specialized geometry, dimensional tolerances are typically manufactured to customer engineering drawings or internal precision standards. Material chemistry and mechanical performance fully comply with referenced grade requirements. Fushun Steel Tube specializes in seamless cold-drawn and precision cold-formed variants.
Available Sizes & Delivery
Fushun Steel Tube offers flexible manufacturing for both standard catalog profiles and custom-engineered square-round sections:
| Parameter | Specification Range |
|---|---|
| Square Outer Dimension (A × A) | 20 × 20 mm to 80 × 80 mm |
| Wall Thickness (WT) | 2.0 – 6.0 mm |
| Round Bore Diameter (ID) | 10 – 50 mm (concentricity ≤ 0.15 mm) |
| Standard Lengths | 3.0 – 6.0 m (custom cut-to-length available) |
| Corner Radius | 1.5 – 3.0 mm (standard), custom radii available |
- Ready Stock
- Common dimensions in SAE 1020/C22E and 1045/C45E ship within ~7 days.
- Custom / Non-Standard Profiles
- MOQ starts at 2–3 metric tons. Tooling development and production lead time: 25–35 days.
- Small-Batch Trials
- Accepted for prototype validation, NVH testing, and assembly line trials.
- Volume Contracts
- Tiered pricing and prioritized scheduling for annual OEM programs. Delivery windows are fully negotiable.
Chemical Composition
| Grade (SAE/AISI) | Equivalent (EN) | C | Mn | P (≤) | S (≤) | Si |
|---|---|---|---|---|---|---|
| A36 / Low-C | S235JR / 1.0038 | ≤ 0.20 | 0.50–1.20 | 0.030 | 0.030 | ≤ 0.40 |
| 1010 | C10E / 1.1121 | 0.08–0.13 | 0.30–0.60 | 0.030 | 0.035 | 0.10–0.30 |
| 1020 | C22E / 1.1151 | 0.18–0.23 | 0.30–0.60 | 0.030 | 0.035 | 0.10–0.30 |
| 1035 | C35E / 1.1181 | 0.32–0.38 | 0.50–0.80 | 0.030 | 0.035 | 0.15–0.35 |
| 1045 | C45E / 1.1191 | 0.43–0.50 | 0.60–0.90 | 0.030 | 0.035 | 0.15–0.35 |
| 1060 | C60E / 1.1221 | 0.55–0.65 | 0.60–0.90 | 0.030 | 0.035 | 0.15–0.35 |
Compositional ranges align with standard SAE and EN specifications for cold-drawn mechanical tubing. Mn and Si levels may be fine-tuned within standard limits to optimize cold-forming response and reduce corner cracking during multi-pass deformation.
Manufacturing Process
Smelting Route: All billets and coil stock are produced via EAF + LF + VD to ensure low dissolved gases, controlled inclusions, and homogeneous chemistry. For high-cycle fatigue applications, ESR or VIM+VAR routes are available.
Tube Manufacturing: Production begins with hot seamless piercing or precision strip slitting, followed by multi-pass cold drawing over a calibrated mandrel to form the square exterior and concentric round bore simultaneously. The material undergoes intermediate spheroidize annealing and pickling to restore ductility between drawing passes. Final stress-relief or normalization heat treatment stabilizes the microstructure, followed by precision straightening, cut-to-length, and end-facing.
The cold-working process induces beneficial compressive residual stresses on the outer surfaces, enhancing fatigue resistance without sacrificing core toughness. Every forming parameter is adjustable; our metallurgical team will collaborate with you to select the most cost-effective and performance-optimized route.
Mechanical Properties
| Grade | Condition | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) ≥ | Hardness (HBW) |
|---|---|---|---|---|---|
| 1010 / C10E | Cold Drawn (BK) | ≥ 380 | ≥ 280 | 10 | ≤ 130 |
| 1010 / C10E | Normalized (NBK) | 310–410 | ≥ 185 | 25 | ≤ 120 |
| 1020 / C22E | Cold Drawn (BK) | ≥ 420 | ≥ 320 | 10 | ≤ 150 |
| 1020 / C22E | Normalized (NBK) | 350–450 | ≥ 215 | 22 | ≤ 140 |
| 1045 / C45E | Cold Drawn (BK) | ≥ 580 | ≥ 450 | 8 | ≤ 190 |
| 1045 / C45E | Normalized (NBK) | 500–650 | ≥ 305 | 16 | ≤ 180 |
| 1045 / C45E | Quenched & Tempered | 650–850 | ≥ 430 | 14 | 190–230 |
| 1060 / C60E | Quenched & Tempered | 750–950 | ≥ 500 | 12 | 210–260 |
Cold-drawn special profiles exhibit work-hardened surface layers; mechanical values may vary slightly by face vs. corner location due to localized strain hardening. Custom targets are achievable through adjusted reduction ratios and thermal processing.
Heat Treatment
| Treatment Type | Temperature Range (°C) | Soaking Time | Cooling Method | Application / Notes |
|---|---|---|---|---|
| Spheroidize Annealing | 680–720 | 2–4 hrs | Furnace cool to ≤ 500°C | Softens medium/high-carbon grades for severe cold forming or drawing |
| Normalizing | 850–900 | 1 hr per 25 mm WT | Still air | Refines grain structure, restores uniform ductility across faces and corners |
| Stress Relieving | 550–650 | 1–2 hrs | Air or furnace cool | Removes cold-work residual stresses; prevents distortion during machining |
| Quenching | 820–860 | 30–60 min | Oil or water quench | Applied to 1045/1060 for high strength; requires immediate tempering |
| Tempering | 450–650 | 1–2 hrs | Air cool | Balances final hardness and toughness after quenching |
All heat treatments for precision special profiles are conducted in controlled-atmosphere or protective-gas furnaces to prevent surface decarburization and scaling. Temperature uniformity is strictly monitored to avoid distortion of the square geometry.
Surface Finish & Tolerances
Fushun Steel Tube delivers square-exterior, round-bore tubes with surface conditions optimized for downstream assembly and environmental exposure:
- Cold-Drawn Precision: Bright finish with tight dimensional control. Standard tolerances: Outer dimension ±0.10–0.15 mm, WT ±5–7%, bore diameter H8/H9. Corner radii held to ±0.2 mm.
- Hot-Rolled / Pickled: Available for structural applications where secondary welding or coating is required. Surface free of heavy mill scale.
- Internal Bore Finish: Standard Ra 1.6–3.2 μm. Optional honing or roller burnishing available for hydraulic/fluid passage applications (Ra ≤ 0.4 μm).
- External Machining: Face milling, drilling, or tapping available per customer drawings. All finishing operations are completed in-house to guarantee profile symmetry.
Quality Assurance & Testing
Quality verification is embedded throughout the forming and finishing workflow. Fushun Steel Tube operates under an ISO 9001 certified system, with inspection protocols tailored to precision special profiles:
- Raw Material Verification: OES chemical analysis, bend/ductility testing of incoming stock, and surface defect inspection.
- In-Process Control: Laser profile scanning for face flatness, bore concentricity, and wall thickness consistency; real-time straightness monitoring.
- Non-Destructive Testing (NDT): Eddy Current (ET) and Ultrasonic (UT) scanning along formed corners and critical stress zones.
- Mechanical & Structural: Tensile, yield, elongation, hardness mapping across faces/corners, and Charpy impact (if specified).
- Application-Specific: Torsion simulation testing, axial load validation, and bend/flattening tests per OEM requirements.
- Certification & Third-Party: Every shipment includes an EN 10204 3.1 Mill Test Certificate. EN 10204 3.2 with independent witness testing is available. We welcome SGS, TÜV, or BV inspections.
Packing & Shipping
Protective packaging preserves profile geometry and surface quality during global transit. Standard profiles are coated with temporary anti-rust oil, bundled with high-tensile steel straps, and fitted with reinforced plastic end caps to protect bore edges and corners. Precision or treated profiles are individually wrapped in VCI anti-corrosion film or protective paper, separated by corner guards, and secured in reinforced wooden crates or steel frames.
We support ocean freight, air cargo, and cross-border land transport. Custom labeling, barcode tracking, and project-specific shipping marks are available. All wood packaging complies with ISPM 15 standards.
Frequently Asked Questions
- Can you develop custom tooling for non-standard square-round dimensions?
- Yes. We design dedicated drawing dies and mandrels for modified outer dimensions or special bore diameters. Custom tooling requires a 2–3 ton MOQ, with full forming simulation and tolerance analysis provided before production.
- Which grade is recommended for EV structural cooling channels versus agricultural frame spines?
- For EV cooling channels, stress-relieved SAE 1020/C22E offers excellent dimensional stability and weld compatibility. High-load agricultural spines benefit from normalized SAE 1045/C45E for superior bending stiffness.
- How do you control bore concentricity and corner cracking during cold drawing?
- Multi-pass drawing over precision-ground mandrels and intermediate spheroidize annealing ensure bore concentricity ≤ 0.15 mm. Engineered corner radii and protective-atmosphere heat treatment prevent localized strain and edge decarburization.
- Are these profiles suitable for downstream robotic welding or internal fluid sealing?
- Absolutely. We supply tubes in normalized or stress-relieved conditions optimized for automated welding and press-fit sealing. Flat outer faces ensure consistent fixture contact, while the smooth round bore accommodates standard O-rings and fittings.
- What is the typical lead time, and do you support validation sample orders?
- Stocked profiles ship within ~7 days. Custom tooling requires 25–35 days. We support prototype validation with small-batch trials to verify fit, structural performance, and fluid routing efficiency before volume production.
Contact our technical sales team to discuss your project requirements and receive a tailored quotation.