Project Description
Introduction
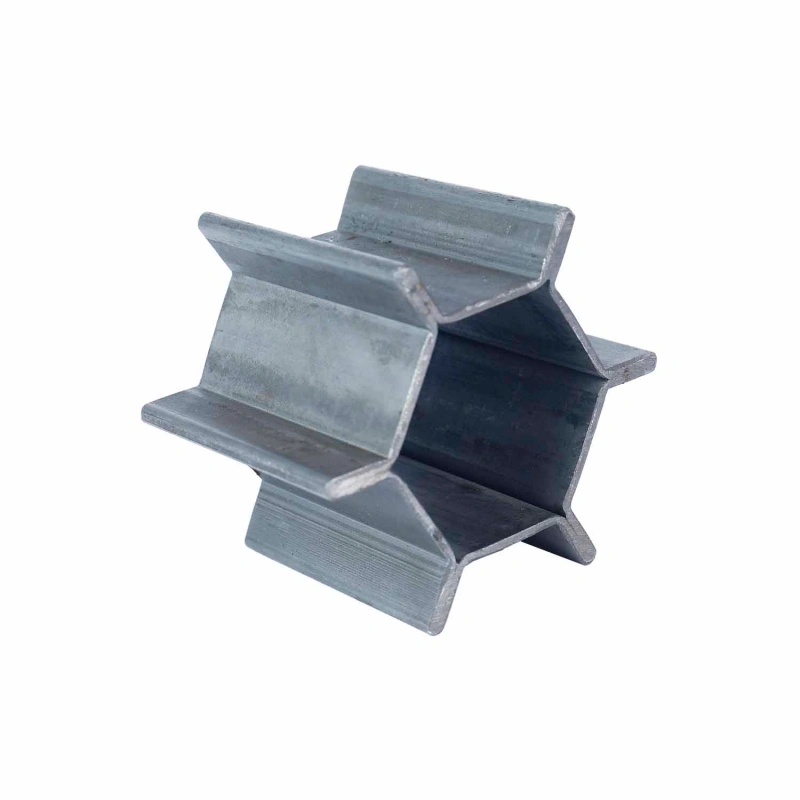
The Cruciform Cold-Formed Special Steel Tube, widely recognized as the Star-Shaped Structural Profile, represents a purpose-built solution for high-torque steering columns, drivetrain shafts, and precision load-bearing assemblies. Unlike conventional round or square hollow sections that rely solely on wall thickness for strength, this integrally cold-formed profile features a symmetric four-wing flanged cross-section extending from a central hollow core.
This geometry dramatically increases the moment of inertia and torsional rigidity while minimizing unnecessary mass. It delivers exceptional bending resistance and vibration damping in dynamic operating environments. Manufactured through continuous multi-pass roll-forming from precision slit strip, the tube achieves seamless-like structural integrity without longitudinal welds in critical load paths.
Available in a range of low-to-high carbon steel grades aligned with global SAE and EN specifications, this profile is engineered for OEM steering systems and industrial drive applications. Tell us your cross-sectional dimensions and performance targets, and our engineering team will recommend the optimal material and forming route.
Engineered Geometry & Structural Advantages
The symmetric cruciform cross-section ensures uniform stress distribution and predictable collapse behavior under crash or overload conditions. By leveraging advanced cold-rolled forming techniques, we eliminate stress concentrators typically found in welded joints. This design significantly enhances fatigue endurance and assembly efficiency for safety-critical drivetrain components.
Applications
Our cruciform cold-formed tubes are engineered for direct integration into demanding mechanical and automotive assemblies:
- Automotive Steering & Drivetrain: Intermediate and lower steering column shafts, collapsible steering shafts with controlled axial deformation, EPS torque transmission tubes, and universal joint yoke interfaces.
- Agricultural & Off-Highway Machinery: Tractor front-axle steering linkage tubes, PTO intermediate drive shafts, hydraulic steering valve actuator tubes, and self-propelled implement steering columns.
- Industrial & Automation Equipment: Conveyor system drive shafts, robotic arm structural members, textile machinery transmission shafts, and heavy-duty linear actuator outer tubes.
For highly corrosive environments or specialized thermal applications, we also manufacture compatible structural profiles using our stainless steel tube and boiler tube production capabilities.
Specifications & Standards
Cruciform special profiles are manufactured to precision mechanical and structural tubing standards, with material grades cross-referenced to globally recognized specifications:
- ASTM / SAE: ASTM A519 Seamless Carbon & Alloy Steel Mechanical Tubing, SAE J524 / J525
- EN / DIN: EN 10216 Seamless Steel Tubes for Pressure Purposes, DIN 2391 Precision Seamless Steel Tubes
- ISO: ISO 4019 Cold-Formed Structural Hollow Sections, ISO 10763 Precision Cylinder & Shaft Tubes
- JIS: JIS G3445 Carbon Steel Tubes for Machine Structural Purposes
- GB: GB/T 6728 Cold-Formed Steel Hollow Sections for Structural Use
Due to the specialized cruciform geometry, dimensional tolerances and profile specifications are typically manufactured to customer engineering drawings or internal precision standards. Material chemistry and mechanical performance fully comply with the referenced grade requirements.
Available Sizes & Delivery
Fushun Steel Tube offers flexible production capabilities for both standard catalog profiles and custom-engineered cruciform sections:
| Parameter | Specification Range |
|---|---|
| Cross-Section Width (Tip-to-Tip) | 20 – 80 mm |
| Wall Thickness | 1.5 – 4.5 mm |
| Standard Lengths | 2.0 – 6.0 m (custom cut-to-length available) |
| Profile Tolerance | ±0.10 – 0.15 mm on critical flange and bore dimensions |
- Ready Stock
- Standard 1020/C20E and 1045/C45E profiles in common dimensions ship within ~7 days.
- Custom Tooling / Non-Standard Profiles
- MOQ starts at 2–3 metric tons. Roll-forming tooling development and production lead time: 25–35 days.
- Prototype & Trial Batches
- Small-lot orders accepted for NVH testing, crash validation, and assembly line trials.
- Volume OEM Contracts
- Tiered pricing, dedicated production scheduling, and JIT delivery options for annual programs.
Chemical Composition
| Grade (SAE/AISI) | Equivalent (EN) | C | Mn | P (≤) | S (≤) | Si |
|---|---|---|---|---|---|---|
| A36 / Low-C | S235JR / 1.0038 | ≤ 0.20 | 0.50–1.20 | 0.030 | 0.030 | ≤ 0.40 |
| 1020 | C20E / 1.1151 | 0.18–0.23 | 0.30–0.60 | 0.030 | 0.035 | 0.10–0.30 |
| 1035 | C35E / 1.1181 | 0.32–0.38 | 0.50–0.80 | 0.030 | 0.035 | 0.15–0.35 |
| 1045 | C45E / 1.1191 | 0.43–0.50 | 0.60–0.90 | 0.030 | 0.035 | 0.15–0.35 |
| 1060 | C60E / 1.1221 | 0.55–0.65 | 0.60–0.90 | 0.030 | 0.035 | 0.15–0.35 |
Compositional ranges align with standard SAE and EN specifications for cold-formed mechanical applications. Mn and Si levels may be optimized within standard limits to improve roll-forming response and reduce edge cracking during multi-pass deformation.
Manufacturing Process
Raw Material & Steelmaking: Coil stock is sourced from EAF + LF + VD melted heats, ensuring low inclusion content, uniform chemistry, and excellent cold-forming ductility. ESR or VIM+VAR routes are available for ultra-high fatigue applications.
Cold Roll-Forming & Finishing: Precision-slit strip enters a dedicated multi-pass roll-forming line where calibrated tooling progressively bends and closes the material into the symmetric cruciform geometry. Continuous laser monitoring ensures identical flange alignment and consistent central bore dimensions. The profile is cut to length via a high-speed flying saw to eliminate thermal distortion, followed by precision straightening and end-facing.
The cold-forming process induces beneficial compressive residual stresses on the outer surfaces, enhancing fatigue resistance without sacrificing core toughness. Every forming parameter is adjustable; our technical team will collaborate with you to optimize the profile for your assembly and load requirements.
Mechanical Properties
| Grade | Condition | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) ≥ | Hardness (HBW) |
|---|---|---|---|---|---|
| 1020 / C20E | As-Formed (Cold Worked) | ≥ 420 | ≥ 320 | 12 | ≤ 150 |
| 1020 / C20E | Normalized | 350–450 | ≥ 215 | 22 | ≤ 140 |
| 1045 / C45E | As-Formed (Cold Worked) | ≥ 580 | ≥ 450 | 10 | ≤ 190 |
| 1045 / C45E | Normalized | 500–650 | ≥ 305 | 16 | ≤ 180 |
| 1045 / C45E | Quenched & Tempered | 650–850 | ≥ 430 | 14 | 190–230 |
| 1060 / C60E | Quenched & Tempered | 750–950 | ≥ 500 | 12 | 210–260 |
Cold-formed profiles exhibit work-hardened surface layers; mechanical values may vary slightly by flange location due to localized strain hardening. Custom targets are achievable through adjusted reduction ratios and thermal processing.
Heat Treatment
| Treatment Type | Temperature Range (°C) | Soaking Time | Cooling Method | Application / Notes |
|---|---|---|---|---|
| Stress Relieving | 500–600 | 1–2 hrs | Air or furnace cool | Relieves cold-forming residual stresses; stabilizes dimensions for machining |
| Normalizing | 850–900 | 1 hr per 25 mm WT | Still air | Refines grain structure, restores uniform ductility across flanges and web |
| Quenching | 820–860 | 30–45 min | Oil quench | Applied to 1045/1060 for high torsional strength; requires immediate tempering |
| Tempering | 450–650 | 1–2 hrs | Air cool | Balances hardness and impact toughness after quenching |
| Induction Hardening | 850–900 (surface) | Seconds | Polymer/Water spray | Selective hardening of flange tips or bearing seats for wear resistance |
All thermal cycles are performed in controlled-atmosphere furnaces to prevent decarburization on cold-formed edges. Temperature uniformity is strictly monitored to avoid distortion of the symmetric profile.
Surface Finish & Tolerances
Fushun Steel Tube delivers cruciform profiles with surface conditions optimized for downstream assembly and environmental exposure:
- As-Formed Cold-Rolled: Smooth bright finish with light rolling oil residue. Ideal for direct painting, e-coating, or powder coating.
- Pickled / Phosphated: Oxide-free surface with zinc or manganese phosphate coating for enhanced corrosion resistance and lubrication during secondary forming.
- Dimensional Control: Flange width and central bore tolerances held to ±0.10–0.15 mm. Straightness ≤ 1.0 mm/m, twist ≤ 0.5°/m.
- Surface Roughness: Standard Ra 1.6–3.2 μm on flange faces; precision ground or turned options available for bearing seats or spline interfaces (Ra ≤ 0.8 μm).
All finishing and straightening operations are completed in-house to guarantee profile symmetry and prevent handling-induced deformation.
Quality Assurance & Testing
Quality verification is embedded throughout the roll-forming and finishing workflow. Fushun Steel Tube operates under an ISO 9001 certified system, with inspection protocols tailored to precision structural profiles:
- Raw Material Verification: OES chemical analysis, bend/ductility testing of incoming coil, and surface defect inspection.
- In-Process Control: Laser profile scanning for flange symmetry, bore concentricity, and wall thickness consistency; real-time straightness monitoring.
- Non-Destructive Testing (NDT): Eddy Current (ET) and Ultrasonic (UT) scanning along formed edges and critical stress zones.
- Mechanical & Structural: Tensile, yield, elongation, hardness mapping across flanges/web, and Charpy impact (if specified).
- Application-Specific: Torsion simulation testing, axial collapse/energy absorption validation, and bend/flattening tests per OEM requirements.
- Certification & Third-Party: Every shipment includes an EN 10204 3.1 Mill Test Certificate. EN 10204 3.2 with independent witness testing is available. We welcome SGS, TÜV, or BV inspections.
Packing & Shipping
Protective packaging preserves profile geometry and surface quality during global transit. Standard profiles are coated with temporary anti-rust oil, bundled with high-tensile steel straps, and fitted with reinforced plastic end caps to protect flange edges. Precision or treated profiles are individually wrapped in VCI anti-corrosion film or protective paper, separated by edge guards, and secured in reinforced wooden crates or steel frames.
We support ocean freight, air cargo, and cross-border land transport. Custom labeling, barcode tracking, and project-specific shipping marks are available. All wood packaging complies with ISPM 15 standards.
Frequently Asked Questions
- Can you develop custom tooling for non-standard cruciform dimensions?
- Yes. We design dedicated roll-forming tooling for modified flange widths or asymmetric profiles. Custom tooling requires a 2–3 ton MOQ, with full FEA simulation and tolerance analysis provided before production.
- Which grade is recommended for EPS steering shafts versus agricultural PTO tubes?
- For EPS shafts, stress-relieved SAE 1020/C20E offers excellent dimensional stability and NVH control. High-torque PTO shafts benefit from Q+T SAE 1045/C45E or 1060/C60E for superior torsional strength.
- How do you control twist and straightness in long cold-formed profiles?
- Multi-pass roll-forming with calibrated guide rolls and precision rotary straightening ensures twist ≤ 0.5°/m and straightness ≤ 1.0 mm/m. Extended lengths receive 100% laser profiling before shipment.
- Are these profiles suitable for downstream welding or spline rolling?
- Absolutely. We supply tubes in spheroidize-annealed or stress-relieved conditions optimized for cold spline rolling or automated welding. Protective-atmosphere processing prevents edge decarburization.
- What is the typical lead time, and do you support validation sample orders?
- Stocked profiles ship within ~7 days. Custom tooling requires 25–35 days. We support prototype validation with small-batch trials to verify fit, torsional performance, and crash-collapse behavior.
Contact our technical sales team to discuss your project requirements and receive a tailored quotation.