Project Description
Introduction
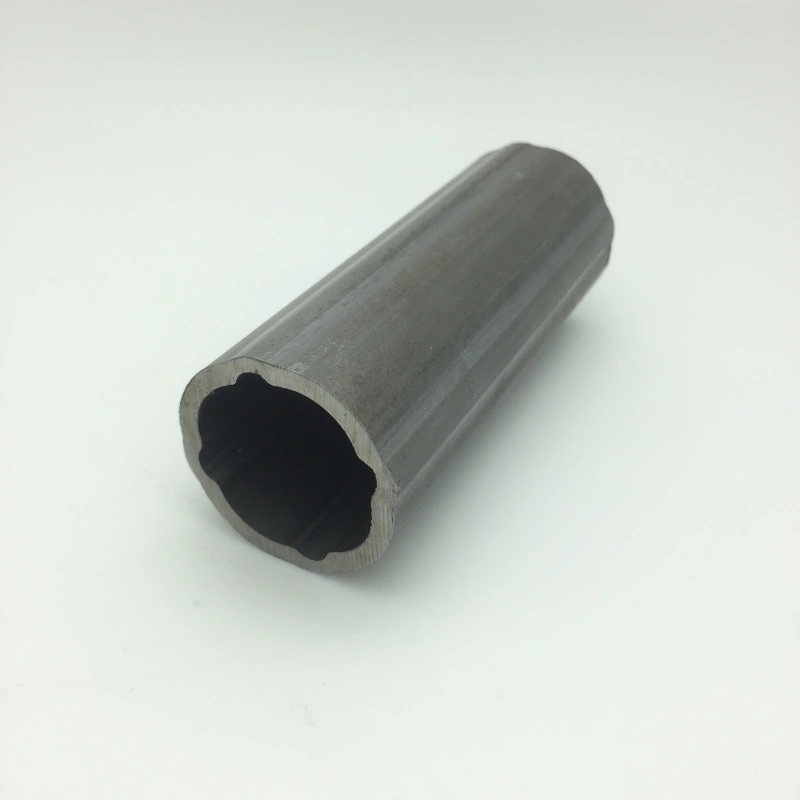
The 4-Spline Internal Profile Seamless Steel Tube represents the second-lowest tooth count in common industrial spline practice, sitting immediately above the 3-spline in the torque capacity hierarchy. With four teeth distributed at 90° angular intervals, this geometry assigns 25% of the total transmitted torque to each individual tooth flank. This per-tooth loading remains among the highest of any multi-tooth configuration, demanding wide root sections, generous fillet radii, and deep effective tooth heights.
Compared to the 3-spline, the 4-spline introduces two important geometric advantages. The 90° tooth pitch aligns with standard Cartesian measurement practice, allowing direct verification of opposing tooth flanks using simple differential measurement. Additionally, the four-lobe symmetry provides more balanced bore contact under off-axis or bending-combined loading conditions. Any misalignment of the coupling male member produces equal and opposite tooth contact forces on diametrically opposed flanks, slightly reducing peak flank pressure at a given torque.
Cold drawing of 4-spline profile tubes benefits significantly from this symmetric geometry. Opposing tooth flanks on the mandrel are loaded in balanced pairs during the draw pass, reducing lateral bore deflection tendencies common in odd-tooth systems. This inherent balance simplifies die alignment and supports consistent bore profile accuracy across long production runs. For complementary heavy-wall precision components, explore our cold drawn steel tube manufacturing capabilities.
Fushun Steel Tube manufactures 4-spline precision seamless tubes in carbon, alloy, and case-hardening grades to client engineering drawings. All orders include complete EN 10204 3.1 heat and dimensional traceability. Contact our engineering team for a free feasibility review from concept to volume production.
Product Overview & Geometry
The 4-spline remains fundamentally a heavy-duty, wide-tooth, coarse-module configuration designed for maximum per-tooth bending strength and shock resistance. It is specified in slow-speed, high-torque, and shock-dominated drivetrain environments where tooth root fatigue life and impact survival capacity are the dominant design criteria. Refinements like lower backlash or smoother engagement are secondary to absolute mechanical reliability in these applications.
The 90° pitch also makes the 4-spline geometrically convenient for applications where the coupling assembly must be indexed or clocked to one of four rotational positions during maintenance. This feature is highly valued in serviceable field equipment and heavy industrial machinery. Finished tubes undergo stress-relief annealing to stabilize geometry before final inspection and heat treatment.
Engineering a drivetrain for extreme shock loads or high peak torque?
Explore Cold Rolled Steel Tube OptionsApplications
The 4-spline configuration occupies a well-defined niche between the extreme bending robustness of the 3-spline and the more balanced torque-to-backlash performance of the 6-spline. Its 25% per-tooth torque share ensures that tooth root section area and root fillet radius remain the primary design drivers. This makes it the natural choice for drivetrain connections where shock load survival must be maximized without the manufacturing complexity of higher tooth-count bores.
Primary Tubular Applications
- Agricultural implement drive coupling sleeves for heavy-duty rotary tillers, rock crushers, and mulchers where torque reversals and rock strikes create demanding root bending fatigue conditions.
- Industrial gearbox output coupling tubes for heavy conveyors and bulk material handling drives that must survive infrequent but extreme shock loads from jammed material.
- Off-highway and construction machinery final drive adapter sleeves for skid-steer loaders and compact excavators where high peak breakout torques govern spline selection.
- Hydraulic motor output coupling tubes for low-speed, high-torque orbital and axial piston motors requiring maximum torque capacity in a constrained bore envelope.
- Winch and anchor capstan drive coupling sleeves transmitting cyclic peak tension loads under limited continuous speed and high instantaneous torque.
- Power take-off adapter tubes for stationary industrial equipment driven by large tractor PTOs or engine-direct auxiliary drives.
- Specialized heavy-press and stamping machine coupling adapters requiring the widest possible tooth root section for cyclic impact conditions.
Specifications & Standards
Like the 3-spline, the 4-spline configuration does not appear as a designated standard profile within principal agricultural PTO documents. It is strictly an industrial coupling configuration produced to engineering drawings that reference general involute or straight-sided spline standards with z=4 specified. This drawing-driven production model is universal practice across all major industrial markets.
Applicable Spline Geometry Standards
- DIN 5480: Primary European reference for metric involute splines; fully supports 4-tooth definition across any module, pressure angle, and fit class.
- ANSI B92.1 / SAE J498b: Applicable for North American industrial designs referencing inch or metric involute geometry with z=4.
- ISO 4156-1/2/3: International involute standard for 4-tooth metric profiles; increasingly adopted for multinational supply chains.
- GB/T 3478 & GB/T 1144: Chinese national standards for cylindrical involute and straight-sided splines; fully support custom 4-tooth configurations.
Seamless Tube Base Material Standards
- ASTM A519 Seamless carbon and alloy steel mechanical tubing
- EN 10305-1: Steel tubes for precision applications — seamless cold-drawn tubes
- DIN 2391 Seamless precision steel tubes (cold drawn)
- EN 10297-1 Seamless circular steel tubes for mechanical and general engineering purposes
Available Sizes & Delivery
All 4-spline dimensional parameters are produced exclusively to client engineering drawings or referenced standard specifications. The manufacturing range below defines the physical capability envelope of our cold-drawing and precision tube production equipment.
| Parameter | Range | Notes |
|---|---|---|
| Outer Diameter | 25 mm – 220 mm | Cold-drawn precision range; larger OD as base tube |
| Wall Thickness | 4 mm – 38 mm | Minimum WT governed by root depth and residual wall |
| Module Range | 1.5 – 10.0 | Coarse modules (3.0–8.0) most common |
| Pressure Angle | 30° standard; 37.5°/45° per drawing | 30° involute most common |
| Splined Length | Per drawing | Full-length or partial bore available |
| Tolerance Class | IT6 – IT9 / DIN 5480 fit class | Confirmed per drawing review |
| Cut Length | 300 – 6,000 mm | Cut-to-length or random mill length |
Delivery Terms
4-spline profile tubes are manufactured exclusively to order on a non-stock basis. Standard lead time is 28–38 days from receipt of approved drawing and purchase order. Prototype sample batches of 3–10 pieces are accepted prior to volume commitment with no MOQ. Full volume order MOQ is negotiable based on OD, module, and grade.
Chemical Composition
Grade selection reflects the 25% per-tooth torque share that places high bending fatigue and impact demands on each root cross-section. Deep-hardening alloy steels with proven fatigue performance under shock loading are the standard choice for all but the least demanding applications. Where surface contact fatigue is the primary failure mode, through-hardened bearing grades provide the highest resistance.
| Grade | C | Si | Mn | Cr | Mo | Other |
|---|---|---|---|---|---|---|
| 42CrMo4 / 4140 | 0.38–0.45 | 0.17–0.37 | 0.60–0.90 | 0.90–1.20 | 0.15–0.30 | Primary Q+T grade |
| 20CrMnTi / 8620 | 0.17–0.23 | 0.17–0.37 | 0.80–1.10 | 0.40–0.70 | 0.15–0.25 | Ti 0.04–0.10; carburizing |
| 40Cr / 5140 | 0.37–0.44 | 0.17–0.37 | 0.50–0.80 | 0.80–1.10 | — | Cost-effective medium-hardening |
| GCr15 / 52100 | 0.95–1.05 | 0.15–0.35 | 0.25–0.45 | 1.40–1.65 | ≤0.10 | Max contact fatigue resistance |
Manufacturing Process
The four-tooth, 90°-pitch geometry creates a manufacturing environment that is more tractable than the 3-spline while retaining the challenges of wide tooth sections and deep root profiles. The balanced opposing-pair loading during the cold draw pass eliminates net lateral force on the mandrel. This improves bore centerline stability and reduces eccentric bore formation risk over long tube lengths.
Production begins with seamless hot-rolling of an intermediate shell, followed by full annealing, pickling, and application of advanced polymer-based drawing lubricant. The 4-spline mandrel is precision ground in carbide or powder metallurgy high-speed steel to the exact profile specified. Successive cold-drawing passes with intermediate annealing restore ductility and prevent work-hardening accumulation in wide root fillet zones. Deep root profiles require thorough lubricant refresh between passes to prevent surface tearing. Mandrel inspection and scheduled re-grinding are applied based on cumulative tonnage to maintain dimensional accuracy.
Mechanical Properties
The 25% per-tooth torque share means impact toughness of the tooth root cross-section remains a critical specification. This is particularly important for applications involving frequent torque reversals, sudden engagement, or cold-climate service. Low-temperature Charpy V-notch impact testing at −20 °C or −40 °C is available as a certifiable parameter on the Mill Test Certificate.
| Grade / Condition | Tensile (MPa) | Yield (MPa) | Elongation (%) | Hardness | Impact (J) |
|---|---|---|---|---|---|
| 42CrMo4 / Q+T | ≥ 1000 | ≥ 800 | ≥ 11 | 285–321 HBW | ≥ 50 |
| 40Cr / Q+T | ≥ 900 | ≥ 750 | ≥ 12 | 255–302 HBW | ≥ 45 |
| 20CrMnTi / Core | ≥ 850 | ≥ 600 | ≥ 10 | 180–220 HBW | ≥ 40 |
| 20CrMnTi / Case | — | — | — | 58–62 HRC | — |
| GCr15 / Q+T | ≥ 1600 | ≥ 1400 | ≥ 5 | 60–64 HRC | ≥ 15 |
Heat Treatment
Carburizing case depth control at the four root fillets of a coarse-module 4-spline is a process-critical parameter. Insufficient case depth leaves the highest-stress zone undercarburized, while excessive depth can produce a brittle subsurface layer that initiates fatigue cracking. Targets should be specified per root position and confirmed by microhardness traverse.
| Treatment | Temperature | Cooling | Application |
|---|---|---|---|
| Stress-Relief Anneal | 550–620 °C | Air cool | Mandatory after drawing; stabilizes geometry |
| Normalizing | 850–900 °C | Air cool | Grain refinement prior to Q+T or carburizing |
| Quench & Temper | 830–860 °C / 500–650 °C | Oil quench | Primary for 42CrMo4/40Cr; high core strength |
| Carburize & Harden | 900–930 °C / 820–850 °C | Oil quench | For 20CrMnTi; case 1.2–2.5 mm; 58–62 HRC |
| Induction Hardening | Per geometry | Water/polymer | Selective flank/root hardening for large sleeves |
Quality Assurance
The four-tooth, 90°-pitch geometry is particularly well-suited to over-pins or between-pins dimensional verification. Standard metrology practice using four measurement pins directly supports simultaneous verification of opposed tooth space widths and bore symmetry. This integrates naturally with standard CMM rotary table indexing routines.
- Raw Material: Optical emission spectrometry (OES) for chemical analysis; inclusion rating per ASTM E45 for fatigue-critical applications.
- In-Process: Dimensional control at each pass monitors OD, WT, and bore profile quality.
- Finished Tube NDT: Ultrasonic testing for internal laminations; eddy current or magnetic particle inspection of all four flanks and root zones.
- Mechanical & Metrology: Full tensile/hardness testing per heat. CMM confirms tooth thickness, root/tip diameters, angular position accuracy, and bore concentricity.
- Case Verification: Effective case depth and core hardness confirmed by microhardness traverse on cross-section specimens.
All shipments include EN 10204 Type 3.1 Mill Test Certificates. Third-party witnessed inspection by SGS, TÜV, Bureau Veritas, or client-nominated agencies is fully supported.
Packing & Shipping
Finished tubes are fitted with four-tooth-profiled plastic bore caps custom-molded to protect all flanks and root fillet zones from mechanical damage and contamination. Each tube is individually wrapped in VCI anti-corrosion film and secured in fumigated wooden cases or steel-strapped crates sized to the OD and length. Package marking includes grade, heat number, dimensions, module, tooth count, pressure angle, fit class, and drawing reference.
Cold-stamp or laser-etched tube body identification is available for full production lot traceability through downstream operations. Full commercial export documentation, including packing lists, material certificates, test reports, and certificates of origin, is provided as standard for all international shipments.
Frequently Asked Questions
- What is the practical performance difference between a 4-spline and a 6-spline at the same nominal bore diameter and torque rating?
- The 4-spline carries 25% torque per tooth versus 16.7% for a 6-spline, increasing root bending moment by 50%. It excels in shock resistance and wide-root bearing area for slow-speed oscillating motion, rather than smooth high-speed transmission. Engineers specify it when maximum root section width and impact survival are critical.
- Can 4-spline and 3-spline tubes be produced on the same mandrel equipment?
- No. The 90° pitch of a 4-spline and 120° pitch of a 3-spline require entirely separate purpose-built mandrels. However, draw benches, annealing furnaces, and auxiliary equipment are shared, allowing flexible production facilities to manufacture both profiles with the correct dedicated tooling sets.
- What wall thickness is required to support a coarse-module 4-spline tooth form without bore distortion under peak torque?
- The remaining wall from root circle to OD must resist the 25% per-tooth bending moment. For 42CrMo4 Q+T, minimum wall should be 1.5–1.8× tooth depth. For carburized grades, 2.0–2.5× is recommended. We perform section bending strength checks for every project before order acceptance to prevent marginal wall conditions.
Ready to validate your heavy-duty 4-spline coupling design?
Request a Quote for 4-Spline Steel Tubes