Project Description
The Shape That Defines the Product
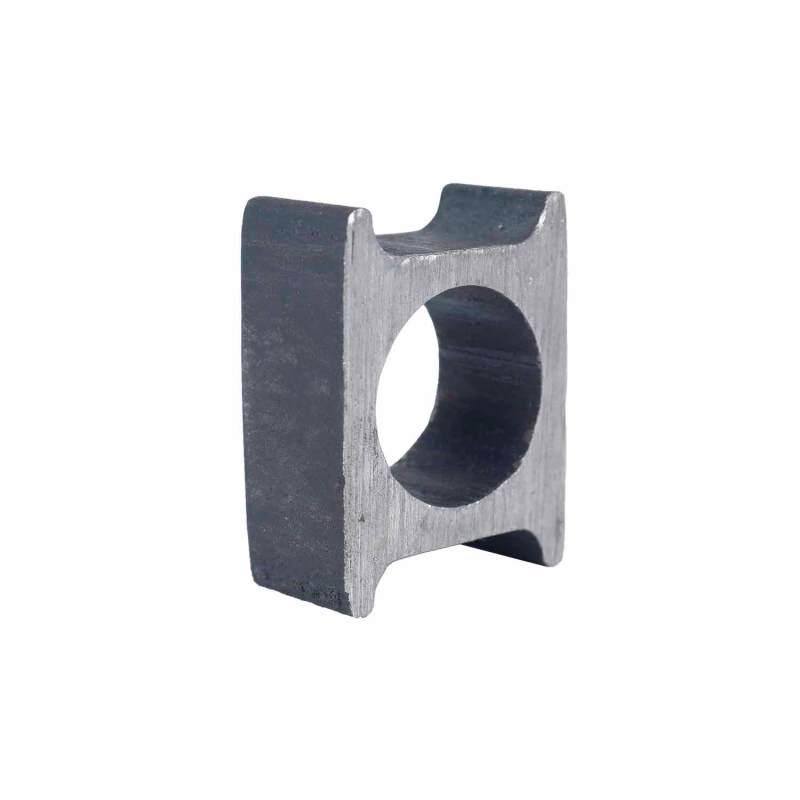
At its core, this is a steel tube — a hollow length of steel with a complete, uninterrupted circular channel running through its center. That internal round bore is the fundamental defining characteristic. Every steel tube starts here: empty space wrapped in metal, ready to carry fluid, house a shaft, or form a structural member.
What sets this product apart is what happens to the outside. Instead of a conventional cylindrical outer wall, the external profile has been precision-formed into a specific geometric cross-section featuring bilateral indentations — U-shaped grooves running longitudinally along opposite sides. Think of it as a tube that has been pinched inward at two opposing points, creating a pair of symmetrical recessed channels that run the full length of the product.
U-Groove Profiled Seamless Steel Tube
This dual-groove geometry serves real engineering functions: it provides guided sliding surfaces for telescoping assemblies, creates natural keying features that prevent rotation, reduces weight in non-load-bearing zones, and offers convenient mounting points for brackets, bolts, or weldments. For design engineers working on telescopic arms, adjustable linkages, guide rails, or rotating shaft housings, this profile solves multiple problems in a single component.
Fushun Steel Tube produces these U-groove profiled tubes in four standard steel grades — two from the American system (AISI 4130 and ASTM A513 1026) and two from the European system (EN 10305-1 E355 and EN 10210 S355J2H) — giving engineers a clear choice between high-strength alloy, general-purpose mechanical, precision cold-drawn, and hot-finished structural material.
Need a custom U-groove profile for your application?
Request a QuoteApplications
This profiled tube appears wherever mechanical systems need guided linear motion, anti-rotation features, or weight-optimized structural members:
Automotive & Commercial Vehicles
- Telescopic steering columns and intermediate shafts
- Adjustable seat rail guides
- Suspension linkage sleeves
- Driveline torque tube housings
Agricultural Machinery
- Adjustable hitch and drawbar assemblies
- Hydraulic cylinder outer bodies for implement positioning
- Telescoping PTO shaft guards
- Sprayer boom extension arms
General Machinery & Equipment
- Linear guide rails for material handling systems
- Adjustable machine frame members
- Conveyor roller axles with anti-rotation keying
- Robotic arm segments and end-effector mounts
Construction & Earthmoving
- Excavator thumb linkage tubes
- Adjustable stabilizer leg assemblies
- Telescopic handler boom sections
Steel Grades at a Glance
| Grade | Standard System | Type | Best For |
|---|---|---|---|
| AISI 4130 | ASTM A519 / AMS 6360 | Cr-Mo alloy steel, seamless | High-strength applications requiring heat treatment (tensile up to 1040 MPa after quench & temper) |
| ASTM A513 1026 | ASTM A513 Type 5 (DOM) | Carbon-manganese, drawn over mandrel | General mechanical use with good machinability and consistent wall uniformity |
| EN 10305-1 E355 | EN 10305-1 | Precision cold-drawn seamless | Tight-tolerance hydraulic and mechanical systems (+C/+SR conditions available) |
| EN 10210 S355J2H | EN 10210-1 | Hot-finished structural hollow section | Welded structural assemblies needing guaranteed impact toughness at −20°C (27 J min) |
The choice depends on your priorities: 4130 for strength and fatigue resistance, 1026 DOM for cost-effective precision, E355 when European dimensional standards apply, and S355J2H for welded fabrications in cold-climate service.
Specifications & Standards
| Grade | Applicable Tube Standards |
|---|---|
| AISI 4130 | ASTM A519 (seamless mechanical), AMS 6360 (aircraft tubing) |
| ASTM A513 1026 | ASTM A513 Type 5 (DOM mechanical tubing) |
| EN 10305-1 E355 | EN 10305-1 (precision seamless cold-drawn steel tubes) |
| EN 10210 S355J2H | EN 10210-1 (hot-finished structural hollow sections) |
Certificates: EN 10204 3.1 standard; 3.2 available upon request. Fushun Steel Tube is ISO 9001 certified.
Available Dimensions & Delivery
| Product Form | OD Range | Wall Thickness | Length |
|---|---|---|---|
| Hot-rolled seamless (for subsequent profiling) | 42–426 mm | 4–50 mm | Up to 12 m |
| Cold-drawn precision tube (for profiling) | 10–180 mm | 1–20 mm | Up to 9 m |
The U-groove profile is formed via cold drawing through a custom-shaped die, which defines the final external geometry while preserving the internal round bore. This process is similar to standard cold-drawn steel tube production but with profile-specific tooling.
- Standard stock sizes
- Ready stock in common grades, delivery approximately 7 days.
- Custom groove dimensions
- MOQ 2–3 tons, lead time 25–35 days.
- Trial orders
- Small batches accepted for prototyping and validation.
- Large-volume projects
- Competitive pricing with negotiable lead times.
Chemical Composition
| Element | AISI 4130 | ASTM A513 1026 | E355 (EN 10305-1) | S355J2H (EN 10210) |
|---|---|---|---|---|
| C | 0.28–0.33 | ~0.22–0.28 | ≤0.22 | ≤0.22 |
| Mn | 0.40–0.60 | ~0.60–0.90 | ≤1.60 | ≤1.60 |
| Si | 0.15–0.35 | — | ≤0.55 | ≤0.55 |
| Cr | 0.80–1.10 | — | — | — |
| Mo | 0.15–0.25 | — | — | — |
| P max | 0.035 | 0.040 | 0.025 | 0.030 |
| S max | 0.040 | 0.050 | 0.025 | 0.030 |
The American grades cover the extremes: AISI 4130 delivers alloy-level hardenability via chromium and molybdenum, while 1026 offers a simpler carbon-manganese chemistry optimized for cold drawing. The European grades share similar carbon ceilings but impose tighter phosphorus and sulfur controls, reflecting the EN system's emphasis on cleanliness and toughness.
Manufacturing Process
Steelmaking: Electric Arc Furnace → Ladle Furnace refining → Vacuum Degassing. For AISI 4130 grades with elevated cleanliness requirements, Electroslag Remelting (ESR) is available.
Tube Forming: Hot-rolled seamless shells are produced via rotary piercing and pilger rolling. For precision products — E355 and 1026 DOM — the hot-rolled shell undergoes multiple cold-drawing passes, with intermediate annealing and pickling between passes.
U-Groove Profiling: The defining step. The cold-drawn round tube is pulled through a shaped die set that compresses the outer wall into the bilateral U-groove geometry while maintaining the internal circular bore. The process is performed cold, which work-hardens the groove surfaces and improves wear resistance in those critical contact zones.
Post-Processing: Stress relieving, straightening, end finishing, and non-destructive testing. 4130 tubes may undergo quench-and-temper heat treatment prior to final inspection. We work with customers to define the optimal manufacturing route based on the required groove depth, radius, surface finish, and mechanical property targets.
Mechanical Properties
| Grade | Condition | Tensile (MPa) | Yield (MPa) | Elongation (%) |
|---|---|---|---|---|
| AISI 4130 | Normalized | 670 | 435 | 25.5 |
| Q+T (540°C temper) | 1040 | 979 | 18.1 | |
| ASTM A513 1026 | As-drawn (DOM) | 490 | 415 | 15 |
| E355 | +C (cold drawn/hard) | ≥640 | ≥512 | ≥4 |
| +SR (stress relieved) | ≥580 | ≥450 | ≥10 | |
| S355J2H | Hot-finished (t≤16 mm) | 470–630 | ≥355 | ≥22 |
The groove-forming step introduces cold work into the shaped zones. Mechanical properties in the grooved region will differ from the unformed body of the tube. Contact our engineering team with your specific loading conditions so we can recommend the right starting grade and post-forming treatment.
Discuss your mechanical requirements with our engineering team
Get a Technical RecommendationSurface Finish, Tolerances & Groove Geometry
Surface Finish
- Hot-rolled substrate: as-rolled (black) or pickled
- Cold-drawn: bright finish, suitable as-is for many mechanical assemblies
- Optional: zinc plating, phosphating, or primer coating
Dimensional Tolerances
- OD (un-grooved section): per applicable standard (typically ±0.1 mm for cold-drawn)
- Wall thickness: ±10% standard; tighter upon request
- Groove depth and width: agreed per drawing; achievable tolerance ±0.15 mm
- Internal bore: roundness maintained within 0.5% of nominal ID
The groove profile — depth, width, root radius, and flank angle — is engineered to the customer's specification. Standard U-groove geometries are available; custom profiles developed through joint design review.
Quality Assurance & Testing
Every production lot undergoes:
- Chemical analysis by optical emission spectrometer on each heat
- In-process dimensional checks during cold drawing and groove forming
- Ultrasonic testing per ASTM E213 for longitudinal defects
- Eddy current testing for surface discontinuities on precision tubes
- Mechanical testing: tensile, hardness, and (for S355J2H) Charpy impact at −20°C
- Dimensional final inspection: OD, ID, wall thickness, groove profile verification
- Visual inspection of surface finish and end condition
Third-party inspection by SGS, TUV, or Bureau Veritas available. ISO 9001 certified.
Packing & Shipping
- Precision profiled tubes: Individual plastic end caps, VCI anti-corrosion paper wrap, packed in wooden cases or steel-framed crates
- Bulk orders: Anti-rust oil coating, bundled with steel strapping, end protectors fitted
- Custom packing marks, shipping marks, and labeling per customer requirements
- Shipping by sea, air, or land — FOB / CIF terms available
Frequently Asked Questions
- Can you produce U-groove profiles with non-standard groove dimensions?
- Yes. The groove depth, width, root radius, and spacing are all defined by your drawing. We fabricate custom-shaped dies for each profile specification. Minimum order quantities apply for custom tooling.
- What is the minimum wall thickness you can groove?
- This depends on the groove depth and the steel grade. As a general guideline, we recommend a minimum wall thickness of 2.0 mm under the groove root. Our engineering team evaluates each profile to ensure structural integrity.
- Does the groove-forming process affect the internal bore?
- The cold-drawing process is designed to preserve the internal circular bore. A hardened mandrel inside the tube during forming maintains the ID. Bore roundness is verified on every lot.
- Which grade should I choose for a welded assembly?
- S355J2H is the preferred choice when the tube will be welded into a larger structure — it offers guaranteed weldability and impact toughness at low temperature. AISI 4130 can also be welded with appropriate preheat and post-weld heat treatment.
- Do you offer machined-end finishing?
- Yes. We can supply tubes with chamfered ends, drilled cross-holes, threaded ends, or turned diameters on the un-grooved sections. Provide your finished-part drawing for a quote.
Ready to start your project? Send us your profile drawing.
Send Your Drawing for a Quote