Project Description
Introduction
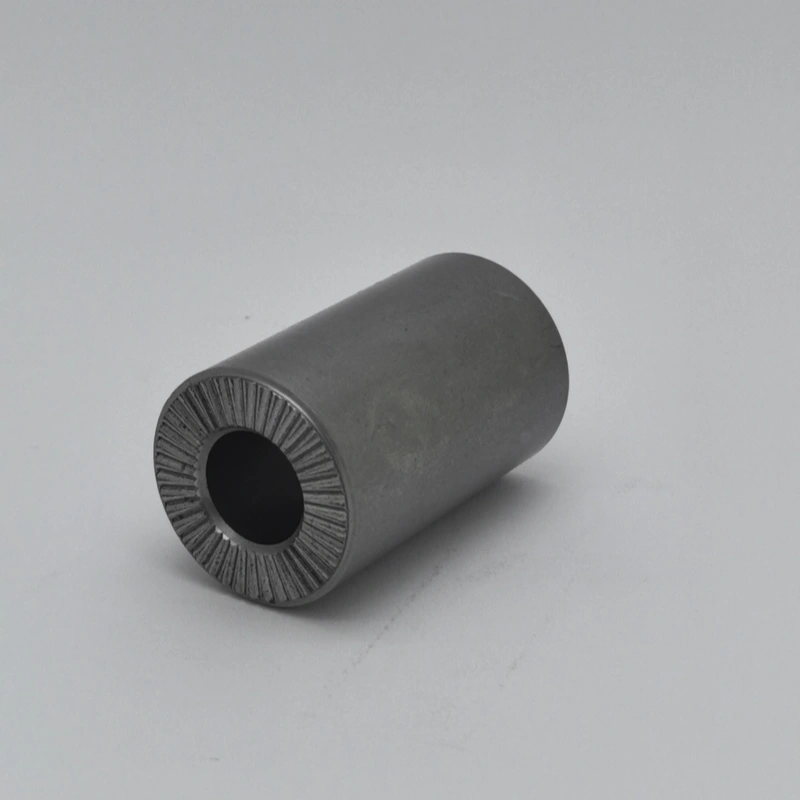
Precision round-profile steel tubes engineered for shock absorber systems demand exceptional concentricity, consistent wall thickness, and reliable dynamic load performance. Our seamless and cold-drawn carbon steel tubes feature a perfectly circular outer diameter and inner bore, optimized for smooth piston rod reciprocation and uniform radial stress distribution.
A defining engineering advantage is the optional face-splined tooth profile machined directly onto the tube end ports. This interlocking geometry eliminates rotational slippage under high torsional vibration. It also increases the mating contact area to reduce localized fatigue and provides positive angular indexing for precision assembly.
Available in a comprehensive range of internationally recognized carbon steel grades, these tubes deliver the structural integrity and dimensional stability required by automotive OEMs, agricultural equipment manufacturers, and industrial hydraulic system builders. Whether you need standard reservoir cylinders or custom-machined damper housings, Fushun Steel Tube combines metallurgical control with precision cold-working to meet your exact specifications.
Engineered Geometry & Anti-Rotation Design
The perfectly round cross-section ensures uniform hydraulic pressure distribution during compression and rebound cycles. When combined with our proprietary CNC face-splined end ports, the tube acts as a self-indexing structural component. This design significantly simplifies assembly line alignment and prevents mounting bracket rotation under extreme off-road or heavy-duty operating conditions.
Applications
Our precision shock absorber tubes are engineered for high-cycle dynamic environments where dimensional stability and fatigue resistance are critical. Typical downstream applications include:
- Automotive & Light Commercial Vehicles: MacPherson strut outer cylinders, twin-tube hydraulic damper pressure housings, monotube high-performance shock absorber bodies, and suspension linkage mounting sleeves with indexed end ports.
- Agricultural & Off-Highway Machinery: Tractor and combine harvester cabin suspension dampers, heavy-duty implement shock isolation cylinders, steering axle vibration dampening tubes, and hydraulic actuator outer barrels.
- Industrial & Mechanical Engineering: Hydraulic press cushion and deceleration cylinders, automated production line shock absorption modules, conveyor system vibration isolator housings, and construction equipment stabilizer damper tubes.
For specialized corrosion-resistant or high-temperature damping environments, we also offer compatible geometries in our stainless steel tube and boiler tube manufacturing lines.
Specifications & Standards
We supply these carbon steel tubes in compliance with globally recognized mechanical and precision tubing standards. Grade equivalencies are provided for seamless cross-referencing across regional procurement systems.
| Commercial Grade | ASTM/SAE Equivalent | EN Equivalent | Primary Tube Standards |
|---|---|---|---|
| Q235 | ASTM A36 | S235JR | ASTM A519 seamless mechanical tubing specification, EN 10305-1 |
| 10# | AISI/SAE 1010 | C10E (1.1121) | EN 10305-1, DIN 2391 seamless precision steel tubes |
| 20# | AISI/SAE 1020 | C20E (1.1151) | ASTM A519, EN 10305-4 hydraulic precision tubes |
| 35# | AISI/SAE 1035 | C35E (1.1181) | EN 10305-1, ISO 286-2 |
| 45# | AISI/SAE 1045 | C45E (1.1191) | ASTM A519, EN 10305-1 |
| 60# | AISI/SAE 1060 | C60E (1.1221) | EN 10305-1, DIN 2391 |
Grade equivalencies are based on commercial and chemical alignment. Final specification should follow the governing standard required by your engineering documentation. Seamless cold-drawn precision tubes are supplied per EN 10305-1 or ASTM A519. Hydraulic and pneumatic precision tubes follow EN 10305-4.
Available Sizes & Delivery
Fushun Steel Tube maintains flexible production lines to accommodate both standard OEM runs and engineered custom orders.
| Tube Type | Outer Diameter (OD) | Wall Thickness (WT) | Length Range | Tolerance Class |
|---|---|---|---|---|
| Hot-Rolled Seamless | 32 – 325 mm | 3.0 – 25.0 mm | 3,000 – 12,000 mm | Standard commercial |
| Cold-Drawn Precision | 10 – 120 mm | 1.5 – 15.0 mm | 2,000 – 9,000 mm | OD ±0.05 mm, WT ±5% |
| CNC Machined Ends | Custom per drawing | Custom per drawing | Cut to length | Face-spline per print |
- Ready Stock
- Common OD/WT combinations in C20E/C45E grades ship within 7 days.
- Custom Specifications
- Minimum order quantity (MOQ) starts at 2–3 metric tons. Typical production lead time is 25–35 days.
- Trial Orders
- Small-batch prototype or validation runs are accepted for engineering testing.
- Volume Projects
- Competitive tiered pricing and phased delivery schedules available for annual contracts.
Tell us your target dimensions, material grade, and annual volume, and we will provide a tailored production schedule.
Chemical Composition
Chemical ranges below reflect standard specifications for cold-drawn mechanical tubing. Actual heat chemistry is verified via optical emission spectrometry and reported on the mill test certificate.
| Grade (EN / ASTM) | C | Mn | Si | P (max) | S (max) |
|---|---|---|---|---|---|
| C10E / 1010 | 0.07–0.13 | 0.30–0.60 | 0.15–0.35 | 0.035 | 0.035 |
| C20E / 1020 | 0.17–0.24 | 0.30–0.60 | 0.15–0.35 | 0.035 | 0.035 |
| C35E / 1035 | 0.32–0.39 | 0.50–0.80 | 0.15–0.35 | 0.035 | 0.035 |
| C45E / 1045 | 0.42–0.50 | 0.50–0.80 | 0.15–0.35 | 0.035 | 0.035 |
| C60E / 1060 | 0.57–0.65 | 0.60–0.90 | 0.15–0.35 | 0.035 | 0.035 |
Ranges align with EN 10083-2 and ASTM A519 baseline requirements. Residual elements (Cr, Ni, Cu) are controlled to standard limits. Tighter compositional windows can be specified for critical fatigue applications.
Manufacturing Process
Our production integrates controlled metallurgy with precision tube-forming to ensure consistent performance in dynamic shock absorber applications. Standard melting follows an EAF + LF + VD route for effective degassing and inclusion control. For high-fatigue or safety-critical damping systems, we offer ESR or PESR remelting to achieve superior cleanliness and isotropic properties.
Tube manufacturing begins with hot-rolled seamless shells, which are annealed, pickled, and cold-drawn or cold-rolled to target dimensions. Intermediate and final heat treatments are applied to restore ductility and refine grain structure. For tubes requiring indexed mounting, CNC turning and milling centers machine the face-splined tooth profile directly onto the end ports.
We work closely with your engineering team to select the optimal melting route, cold-working reduction ratio, and final thermal treatment. This collaborative approach ensures the final product matches your performance targets and budget constraints.
Mechanical Properties
Mechanical performance varies by heat treatment condition, wall thickness, and testing direction. The table below provides typical guaranteed minimum values for normalized and quenched & tempered (Q+T) conditions per standard mechanical tubing specifications.
| Grade | Condition | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Hardness (HBW) |
|---|---|---|---|---|---|
| C10E/1010 | Normalized | ≥ 260 | ≥ 360 | ≥ 28 | 110–140 |
| C20E/1020 | Normalized | ≥ 280 | ≥ 410 | ≥ 25 | 120–150 |
| C35E/1035 | Normalized | ≥ 320 | ≥ 520 | ≥ 20 | 150–180 |
| C45E/1045 | Normalized | ≥ 370 | ≥ 620 | ≥ 16 | 170–210 |
| C45E/1045 | Q + T | ≥ 490 | ≥ 700 | ≥ 14 | 210–250 |
| C60E/1060 | Q + T | ≥ 550 | ≥ 800 | ≥ 12 | 230–280 |
Values represent longitudinal test specimens at standard wall thickness ranges. Thicker sections or specific standard requirements may adjust minimums. Impact toughness and fatigue limits are available upon request for Q+T conditions.
Heat Treatment
Proper thermal processing is essential for achieving target strength, machinability, and inner bore stability. We apply atmosphere-controlled furnaces to minimize surface decarburization, preserving case hardness for sealing and wear resistance.
| Treatment Type | Temperature Range (°C) | Holding Time Guideline | Cooling Method | Purpose / Application Notes |
|---|---|---|---|---|
| Full Annealing | 830 – 880 | 1–2 h per 25 mm | Furnace cool | Softens for heavy cold drawing or machining |
| Normalizing | 870 – 920 | 30–60 min per 25 mm | Still air | Refines grain, standardizes mechanical properties |
| Quenching | 820 – 860 | Sufficient for core soak | Water or polymer/oil | Achieves martensitic structure for Q+T |
| Tempering | 550 – 680 | 1–2 h minimum | Air cool | Adjusts final strength/toughness balance |
| Stress Relieving | 550 – 650 | 1 h per 25 mm | Air or furnace cool | Removes cold-work residual stress pre-machining |
Quenching media selection depends on grade carbon content and wall thickness to prevent cracking or distortion. Protective atmosphere or vacuum furnaces are recommended for precision bore tubes to maintain surface carbon levels.
Surface Finish & Tolerances
We offer multiple surface conditions tailored to assembly requirements and sealing performance. Hot-rolled seamless tubes are supplied as-rolled (black) or pickled for subsequent processing. Cold-drawn precision tubes feature a bright finish with OD tolerances held to ±0.05 mm and wall thickness within ±5%, suitable for direct assembly or light finishing.
For hydraulic damper applications requiring optimal seal life, honed inner bores achieve Ra 0.2–0.4 μm with H7/H8 fit classifications. External diameters can be turned or ground to h6/h7 tolerances, delivering Ra ≤ 0.8 μm for mounting interfaces or bearing seats. The face-splined end ports are CNC-machined to customer drawings, with tooth profile accuracy verified via optical projection or CMM.
All finishes are produced under controlled lubrication and cleaning protocols to prevent embedding or surface contamination. Contact us to specify your required Ra values, tolerance bands, and end-port geometry.
Quality Assurance & Testing
Every production lot undergoes a documented inspection sequence aligned with ISO 9001 quality management protocols. Raw material heats are verified by optical emission spectrometry before tube forming. During cold drawing, laser micrometers and ultrasonic wall-thickness gauges monitor dimensional consistency in real time. Finished tubes are subjected to comprehensive testing:
- Non-Destructive Testing (NDT): Ultrasonic testing (UT) for internal flaws, eddy current testing (ET) for surface defects, and magnetic particle inspection (MT) on machined end ports.
- Hydrostatic & Proof Testing: Pressure verification per standard requirements or customer specification.
- Mechanical Verification: Tensile, yield, elongation, hardness (HBW/HRC), and Charpy impact testing where specified.
- Dimensional & Metallurgical: CMM verification of OD/WT/straightness, bore roundness, and face-spline geometry. Metallographic examination confirms grain size and decarburization limits.
- Special Tests: Flattening, flaring, or micro-cleanliness testing available for hydraulic/pneumatic grades.
All shipments include an EN 10204 3.1 mill test certificate. EN 10204 3.2 certification with independent surveyor witness is available upon request. We welcome SGS, TÜV, or BV third-party inspections at our facility.
Packing & Shipping
Proper packaging preserves dimensional accuracy and surface integrity during transit. Hot-rolled tubes are coated with anti-corrosion oil, bundled with high-tensile steel straps, and fitted with protective end caps. Cold-drawn bright tubes and honed cylinders receive individual plastic end caps, VCI anti-rust paper or film wrapping, and are packed in fumigated wooden crates or reinforced steel frames.
We support ocean freight, air cargo, and cross-border land transport, with container loading optimized to minimize shifting. Custom shipping marks, barcode labeling, and project-specific tagging are available to streamline your receiving and inventory processes.
Frequently Asked Questions
- Can you manufacture non-standard OD/WT combinations or custom face-spline geometries?
- Yes. Our cold-drawing benches and CNC machining centers are configured for engineered-to-order specifications. Provide your technical drawing with tolerance bands, tooth pitch/count, and material grade, and our engineering team will verify manufacturability and propose the optimal production route.
- Which heat treatment condition do you recommend for shock absorber outer cylinders?
- For standard damping applications, normalized C20E or C45E provides an excellent balance of strength, machinability, and cost. For high-pressure monotube designs or heavy agricultural equipment, we recommend Q+T C45E or C60E to maximize fatigue resistance and yield strength.
- What is your minimum order quantity and typical lead time for custom precision tubes?
- Custom cold-drawn or CNC-machined tubes start at 2–3 metric tons per size/grade combination. Standard production cycles run 25–35 days from order confirmation. Common sizes in C20E/C45E are often available from ready stock for dispatch within 7 days.
- Do you provide full traceability and third-party inspection support?
- Absolutely. Every batch is traceable to the original melt heat and cold-drawing lot. We issue EN 10204 3.1 certificates as standard, and can arrange EN 10204 3.2 certification with witnessed testing. SGS, TÜV, BV, or client-appointed inspectors are welcome to audit production.
- How do you control inner bore decarburization during heat treatment?
- We utilize protective atmosphere or controlled-carbon potential furnaces during annealing, normalizing, and tempering. This preserves surface carbon content, ensuring consistent hardness for seal contact zones and preventing premature wear in reciprocating damper assemblies.
Ready to optimize your shock absorber tube supply chain? Share your specifications, target volumes, and performance requirements.