Project Description
Introduction
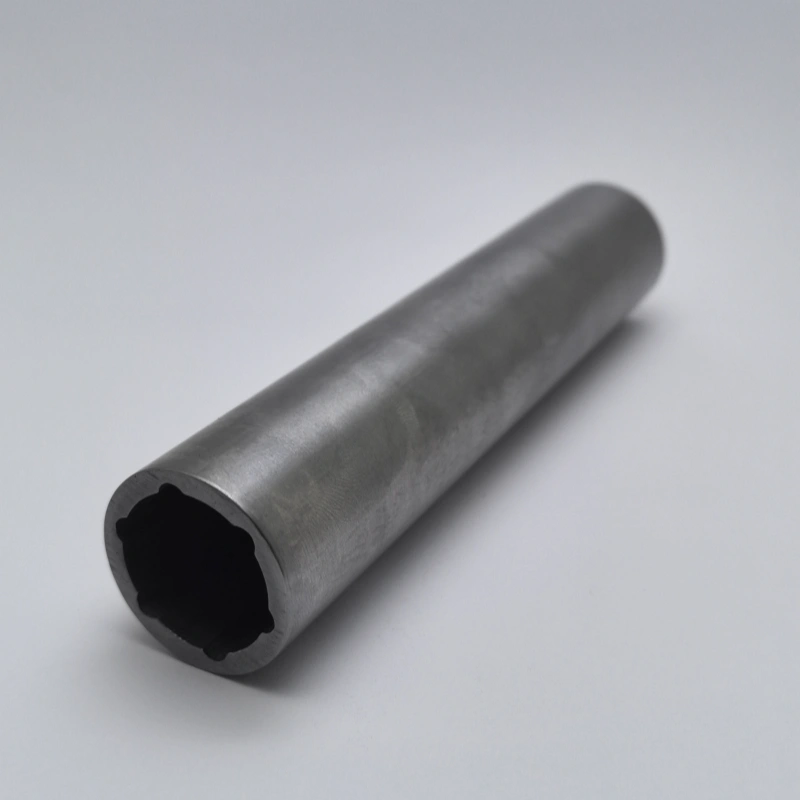
The 6-Spline Internal Profile Seamless Steel Tube represents one of the most enduring and mechanically robust configurations in the spline transmission family. With six evenly distributed internal teeth, this geometry delivers an optimal balance between tooth cross-sectional width, root fillet area, and circumferential load sharing. These characteristics establish it as the preferred spline form for heavy-duty, high-torque power transmission across agricultural, industrial, and off-highway sectors.
Each of the six flanks carries approximately 16.7% of the total transmitted torque. This higher per-tooth load share demands greater tooth depth, wider root sections, and higher surface hardness to achieve adequate flank endurance. The design prioritizes robustness and shock resistance over fine pitch refinement, making the architecture ideal for low-speed, high-torque environments where tooth bending strength governs failure modes.
The configuration holds a prominent position in international agricultural machinery standards. Under ISO 500 and ASAE S205, the 1-3/8 inch 6-spline is defined as the primary Type 1 PTO shaft standard for Category I and II tractor implements operating at 540 RPM. Its dominance in the agricultural drivetrain supply chain ensures continuous global demand for dimensionally consistent 6-spline seamless tubes.
Fushun Steel Tube manufactures these precision tubes by cold drawing over purpose-built carbide mandrels ground to the exact 6-tooth profile. For complementary precision components, explore our cold drawn steel tube manufacturing capabilities. All products ship with full EN 10204 3.1 certification and complete heat traceability.
Product Overview & Geometry
The six-tooth mandrel tooling is inherently well-suited to precision grinding and dimensional verification. The 60° angular tooth pitch allows straightforward six-point symmetry checking and facilitates consistent flank-to-flank uniformity across the entire drawn length. This geometric stability ensures reliable mating with standardized PTO shafts and heavy industrial couplings worldwide.
Available in carbon, alloy, and bearing steel grades, our 6-spline precision tubing is ready for immediate integration into demanding drivetrain and hydraulic applications. Contact our engineering team for a free feasibility review and project quotation.
Need reliable high-torque transmission components for your next project?
Explore Cold Rolled Steel Tube OptionsApplications
The 6-spline internal profile is defined by its combination of high per-tooth load capacity and exceptional shock resistance. These qualities arise directly from its six wide-section teeth, each separated by a generous root fillet radius. In environments where sudden torque spikes or impact reversals occur regularly, the wide tooth root provides the bending moment resistance needed to survive repeated overload events without fatigue crack initiation.
Primary Applications (Tubular Form)
- Agricultural PTO Type 1 coupling sleeves conforming to ISO 500 / ASAE S205 for 1-3/8 inch 540 RPM tractor implement shaft connections.
- Heavy-duty off-highway and construction equipment drive coupling tubes requiring wide-tooth shock resistance under high cyclic impact loads.
- Industrial gearbox output shaft adapter tubes for crushers, shredders, and conveyors where high peak torque governs drivetrain design.
- Marine propulsion shaft coupling sleeves employing 6-spline engagement for robust torque transmission resistant to propeller cavitation shocks.
- Hydraulic motor and pump drive coupling sleeves for positive, low-backlash engagement under high-pressure variable flow conditions.
- Mining and quarrying equipment drive coupling tubes where extreme shock loads and contaminated environments demand wide-tooth robustness.
- Forestry machinery processing head drive sleeves and feller-buncher rotator coupling tubes for reliable heavy-duty torque transfer.
Supplementary Applications (Solid/Forging Form)
- Solid 6-spline PTO drive shafts and universal joint yokes machined to external profiles for direct engagement with coupling sleeves.
- Heavy vehicle transfer case output shafts and differential side gears for robust torque delivery in four-wheel-drive systems.
- Industrial winch drum drive hubs and crane hoist motor coupling flanges for positive engagement under extreme load-holding conditions.
Specifications & Standards
The 6-spline seamless tube is manufactured in full conformance with internationally recognized precision tube production standards. Internal spline geometry is defined to ISO, ASAE, DIN, ANSI, and GB standards as applicable. The 6-tooth configuration holds a uniquely prominent position among spline standards, being explicitly codified as the primary Type 1 PTO connection geometry.
Seamless & Precision Tube Standards
- ASTM A519 Seamless carbon and alloy steel mechanical tubing
- EN 10305-1: Steel tubes for precision applications — seamless cold-drawn tubes
- DIN 2391 Seamless precision steel tubes (cold drawn)
- GB/T 3639: Cold-drawn or cold-rolled precision seamless steel tubes for mechanical structures
- EN 10297-1 Seamless circular steel tubes for mechanical and general engineering purposes
Internal Spline Geometry Standards (6-Spline)
- ISO 500 / ASAE S205: Explicitly defines the 1-3/8 inch 6-spline as Type 1 PTO shaft standard for 540 RPM agricultural applications.
- DIN 5480: Involute splines based on reference diameters — 6-tooth profiles producible to any module and pressure angle combination.
- ANSI B92.1 / SAE J498: Involute splines — 6-tooth series available in both inch and metric pitch per drawing specification.
- ISO 14: Straight-sided splines for cylindrical shafts — 6-tooth profiles defined in light, medium, and heavy series.
- GB/T 3478 & GB/T 1144: Cylindrical involute and straight-sided splines per Chinese national standards.
Base materials comply with ASTM A29/A304, EN 10083-3, EN 10084, GB/T 3077, and JIS G4053. Mechanical and non-destructive testing follows ASTM E8/E23, EN ISO 6892-1, EN 10228-2, and GB/T 7735.
Available Sizes & Delivery
Fushun Steel Tube offers a broad manufacturing range for 6-spline precision tubing covering the full spectrum from standardized ISO 500 PTO coupling dimensions through to large-diameter heavy-wall industrial sleeves. All dimensional parameters are configured to match your technical drawing or referenced standard.
| Product Type | Outer Diameter (OD) | Wall Thickness (WT) | Length | Tolerance / Notes |
|---|---|---|---|---|
| Cold-Drawn 6-Spline Precision Tube | 25 mm – 200 mm | 4 mm – 30 mm | 2,000 – 6,000 mm | OD: IT7–IT9; Concentricity ≤ 0.05 mm TIR |
| Hot-Rolled Seamless Base Tube | 40 mm – 250 mm | 5 mm – 40 mm | 3,000 – 12,000 mm | As-rolled or pickled; for downstream machining |
| 6-Spline Internal Profile | Module 0.8 – 8.0 | Effective height per design | Splined length per drawing | Involute/straight-sided; Class 5–7 fit; 60° pitch |
Delivery & Order Terms
- Ready Stock: The 1-3/8 inch ISO 500 Type 1 configuration in 42CrMo4/4140 and 20CrMnTi/8620 is stocked for priority dispatch. Lead time: ~5–7 days.
- Custom Specifications: Non-standard modules or alternative grades carry an MOQ of 2–3 tons. Lead time: 25–35 days.
- Trial & Project Orders: Small-batch prototype tubes are accepted for engineering validation. Volume orders receive tiered pricing.
Chemical Composition
Grade selection is strongly influenced by the high per-tooth load share inherent to the six-tooth geometry. Because each flank carries approximately 16.7% of total torque, tooth root bending fatigue resistance and flank contact fatigue strength requirements are elevated. Deep-hardening alloy steels with good core toughness are preferred, with carburizing grades particularly valued for PTO driveline applications.
| Grade | C | Si | Mn | Cr | Mo | Ni | Notes |
|---|---|---|---|---|---|---|---|
| 42CrMo4 / 4140 | 0.38–0.45 | 0.17–0.37 | 0.60–0.90 | 0.90–1.20 | 0.15–0.30 | ≤0.30 | Primary Q+T grade |
| 20CrMnTi / 8620 | 0.17–0.23 | 0.17–0.37 | 0.80–1.10 | 0.40–0.70 | 0.15–0.25 | 0.40–0.70 | Carburizing; Ti 0.04–0.10 |
| 35CrMo / 4135 | 0.32–0.40 | 0.17–0.37 | 0.40–0.70 | 0.80–1.10 | 0.15–0.25 | ≤0.30 | Medium-duty adapters |
| 20Cr / 5120 | 0.17–0.24 | 0.17–0.37 | 0.50–0.80 | 0.70–1.00 | — | ≤0.30 | Cost-effective light-duty |
| GCr15 / 52100 | 0.95–1.05 | 0.15–0.35 | 0.25–0.45 | 1.40–1.65 | ≤0.10 | ≤0.30 | High contact-stress sleeves |
Additional grades including 18CrNiMo7-6, 20CrNiMo, and boron microalloyed steels are available on request. Full composition limits are confirmed on the Mill Test Certificate.
Manufacturing Process
Our production process is structured around the particular demands of the six-tooth geometry, including wider tooth sections, deeper root fillets, and higher drawing forces. The 60° angular tooth pitch simplifies mandrel symmetry verification relative to odd-tooth designs. However, the wide flank contact area requires carefully controlled drawing pass reduction rates to ensure complete bore-to-mandrel contact without surface distress.
Smelting & Refining
Standard production employs EAF + LF + VD processing for consistent chemical composition and reliable inclusion control. For high-shock, high-cycle fatigue environments, ESR remelting is recommended to reduce non-metallic inclusion size in the critical tooth root zone. Continuous casting billet selection ensures the tube wall section is free from centerline segregation that could compromise root integrity.
Tube & Spline Forming
Production begins with hot rotary piercing and rolling of a seamless shell, followed by spheroidizing annealing and phosphate-soap lubrication. The tooth profile is formed by cold drawing over a precision-ground carbide mandrel manufactured to the exact involute or straight-sided geometry. Multi-pass drawing with intermediate annealing is routinely applied for thick-wall sections. The process imparts compressive residual stresses across all six spline flanks, enhancing fatigue resistance under combined bending-torque loading.
Mechanical Properties
Mechanical performance reflects the demands imposed by high per-tooth torque share and shock loading susceptibility. The wide root section provides inherently high tooth bending moment resistance. Material selection and heat treatment are optimized to deliver high core toughness, adequate surface hardness, and sufficient ductility to absorb impact energy without brittle fracture.
| Grade / Condition | Tensile (MPa) | Yield (MPa) | Elongation (%) | Hardness | Impact (J) @ RT |
|---|---|---|---|---|---|
| 42CrMo4 / Q+T | ≥ 1000 | ≥ 800 | ≥ 11 | 285–321 HBW | ≥ 50 |
| 42CrMo4 / As-Drawn + SR | 850–950 | 650–750 | 8–10 | 240–280 HBW | — |
| 35CrMo / Q+T | ≥ 930 | ≥ 780 | ≥ 12 | 265–310 HBW | ≥ 45 |
| 20CrMnTi / Normalized | ≥ 850 | ≥ 600 | ≥ 10 | 180–220 HBW | ≥ 40 |
| 20CrMnTi / Carburized | — | — | — | 58–62 HRC (case) | — |
| 20Cr / Carburized | — | — | — | 56–60 HRC (case) | — |
| GCr15 / Spheroidized | 600–750 | 350–450 | ≥ 15 | 179–207 HBW | — |
| GCr15 / Q+T | ≥ 1600 | ≥ 1400 | ≥ 5 | 60–64 HRC | ≥ 15 |
Transverse Charpy V-notch values and low-temperature impact data are available upon request. Explicit impact test specification is strongly recommended for cold-climate agricultural or polar-region mining applications.
Heat Treatment
Heat treatment selection is particularly consequential due to the high per-tooth load share and shock-load service profile. The wide tooth root geometry provides a structural advantage that must be fully exploited through thermal processing. Core toughness is maximized to resist root fatigue, while surface hardness prevents premature flank wear under elevated Hertzian contact stresses.
| Treatment Type | Temperature Range | Cooling | Application / Remarks |
|---|---|---|---|
| Stress-Relief Annealing | 550–650 °C | Air cool | Relieves cold-drawing stresses; stabilizes dimensions |
| Normalizing (+N) | 850–900 °C | Air cool | Refines grain structure; prepares for carburizing |
| Quenching & Tempering | 830–860 °C / 500–650 °C | Oil/Water → Air | High core strength for 42CrMo4 and 35CrMo grades |
| Carburizing & Hardening | 900–930 °C / 820–850 °C | Oil → Temper | Hard case (0.8–2.0 mm) for 20CrMnTi/8620/20Cr |
| Spheroidizing Annealing | 780–810 °C | Furnace cool | Maximizes machinability for GCr15 bearing sleeves |
| Induction Hardening | Frequency per geometry | Polymer quench | Selective flank hardening for large-diameter tubes |
For heavy-section tubes with modules of 4.0 or greater, case depths of 1.5–2.0 mm are typically required. Atmosphere-controlled or vacuum furnace processing is mandatory to prevent tooth flank decarburization.
Surface Finish & Tolerances
Bore surface quality and dimensional tolerances are controlled to levels appropriate for direct sliding or press-fit shaft engagement. The wide flanks present a large contact area per tooth, making surface finish particularly consequential for running-in behavior and lubricant film formation. Cold-drawn tubes are supplied with a bright bore surface finish of Ra ≤ 3.2 μm across all six flanks.
For applications requiring finer flank finish, precision internal profile grinding or honing to Ra ≤ 1.6 μm is available. OD tolerances are held to IT7–IT9 as standard, with OD-to-pitch circle concentricity controlled within 0.02–0.05 mm TIR. The six-point symmetry allows straightforward CMM probing across three diametrically opposed tooth pairs. External OD surfaces can be centerless ground to h6/h7 tolerances for bearing seat integration.
Quality Assurance & Testing
Quality assurance is structured around the stringent dimensional interchangeability requirements of ISO 500 / ASAE S205 standardized PTO applications. The six-tooth even-count geometry facilitates straightforward dimensional verification using both CMM probing and conventional two-point pin gauging methods. We maintain a full set of certified 6-spline go/no-go functional gauges covering all standard modules.
Inspection Workflow
- Raw Material: Optical emission spectrometry (OES) for chemical analysis; inclusion rating per ASTM E45; hydrogen content verification.
- In-Process: Laser OD/WT gauging at each drawing pass; mandrel condition re-certification; wall eccentricity monitoring.
- Finished Tube NDT: Ultrasonic testing (UT) for internal flaws; Eddy Current (ET) or Magnetic Particle (MT) for surface defects.
- Mechanical & Metallography: Tensile, Charpy impact, hardness testing, grain size verification, and effective case depth measurement.
- Geometry Verification: CMM probing, functional gauges, pitch circle diameter, total composite error, and ISO 500 Type 1 compliance checks.
All shipments include an EN 10204 Type 3.1 Mill Test Certificate. Type 3.2 third-party witnessed certification is available. We fully support pre-shipment inspection by SGS, TÜV, BV, or client-appointed agencies.
Packing & Shipping
Finished tubes are individually protected with plastic bore caps fitted to the six-tooth internal profile, preventing contamination and mechanical damage during transit. Each tube is wrapped in VCI anti-rust film or waxed kraft paper and packed in fumigated wooden cases or reinforced steel crates. For ISO 500 Type 1 PTO coupling tubes, packaging is configured to facilitate easy sampling inspection at destination ports.
All packages carry comprehensive labels displaying grade, heat number, dimensions, and full 6-spline specification data. Custom laser-etched heat and lot marking is available for full ERP traceability integration. We support global ocean freight, airfreight for urgent prototypes, and land transport with complete commercial documentation packages compatible with EU, North American, and Asian import requirements.
Frequently Asked Questions
- Is the 6-spline the same as the ISO 500 Type 1 PTO shaft standard?
- Yes. ISO 500 / ASAE S205 Type 1 explicitly defines a 1-3/8 inch 6-spline as the primary tractor PTO connection for 540 RPM implements. This standard specifies tooth form, pitch diameter, fit class, and surface finish, enabling global interchangeability. We stock 6-spline coupling tubes to this exact dimensional standard.
- Why does the 6-spline have higher per-tooth stress than 8-spline or 9-spline configurations?
- With only six teeth sharing torque, each flank carries ~16.7% of the load versus 12.5% for an 8-spline. This generates higher Hertzian contact stress and root bending moments. The 6-spline compensates with wider tooth cross-sections, deeper root fillets, and tougher materials, prioritizing shock resistance over fine-pitch refinement.
- What material and heat treatment do you recommend for heavy agricultural PTO coupling tubes?
- We recommend 20CrMnTi (8620) with carburizing and case hardening to 58–62 HRC (1.0–1.5 mm depth) plus a toughened core. This provides a wear-resistant case for flank pitting resistance and a shock-absorbing core for terrain impacts. Alternatively, 42CrMo4 Q+T to 285–321 HBW offers excellent one-step performance.
- Can you produce large-diameter 6-spline tubes for industrial coupling applications beyond agricultural PTO dimensions?
- Yes. Our manufacturing range extends to 200 mm OD for cold-drawn 6-spline precision tubes, with modules up to 8.0 and wall thicknesses up to 30 mm. We regularly produce large-diameter sleeves for marine, mining, and heavy industrial drivetrains. Provide your drawing for a 48-hour engineering review.
- How does the 6-spline compare to the 8-spline in terms of interchangeability for tractor PTO applications?
- ISO 500 defines only the 6-spline (Type 1, 540 RPM) and 21-spline (Type 2, 1000 RPM) at 1-3/8 inch. There is no standardized 8-spline for agricultural PTOs. The 6-spline and 21-spline are not interchangeable. In industrial contexts, they are separate design choices based on torque and vibration requirements.
- What minimum order quantity and lead time apply for standard ISO 500 Type 1 6-spline PTO coupling tubes?
- Standard ISO 500 Type 1 configurations in 42CrMo4/4140 and 20CrMnTi/8620 are maintained in ready stock. Typical lead time is 5–7 days for priority dispatch. Custom modules, alternative grades, or non-standard OD/WT combinations require a 2–3 ton MOQ with a 25–35 day production cycle.
Ready to optimize your drivetrain with heavy-duty 6-spline tubing?
Request a Quote for 6-Spline Steel Tubes