Project Description
Introduction
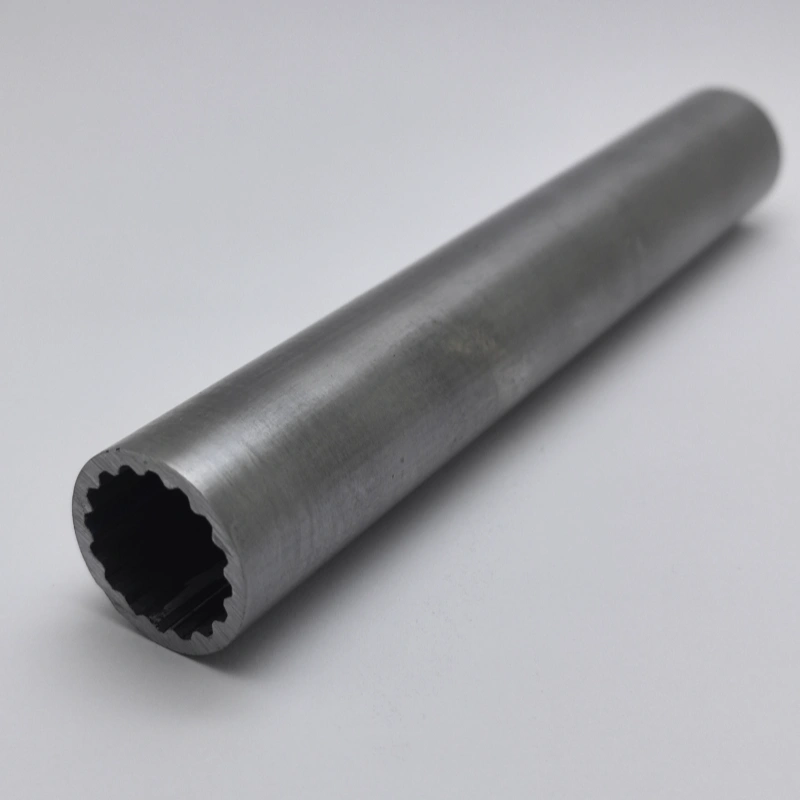
The 18-Spline Internal Profile Seamless Steel Tube is a highly engineered mechanical tubing solution designed for direct torque transmission and precision shaft coupling applications. Unlike traditional keyway designs, this tube features a continuous 18-tooth internal spline profile formed directly into the bore of a cold-drawn seamless shell. The multi-tooth geometry distributes circumferential loads evenly, significantly reducing stress concentration per tooth flank. This design provides inherent self-centering capability between mating components.
When manufactured via cold drawing over a profiled mandrel, the metal grain flow follows the spline contour without interruption. This process delivers superior fatigue resistance and torsional strength compared to machined alternatives. Fushun Steel Tube supplies this precision spline tubing in a wide range of carbon, alloy, and bearing steels. Engineers can easily match core toughness, surface hardenability, and temperature resistance to exact operational demands. Explore our full range of cold drawn precision tubing for demanding mechanical applications.
Precision Engineering Overview
Our integrated smelting, tube drawing, and precision finishing capabilities ensure consistent concentricity and tight dimensional control. Whether your project requires high-torque drivetrain couplings or hydraulic motor sleeves, we deliver reliable mechanical performance. The internal profile is engineered to meet strict international tolerance classes.
The seamless base shell eliminates weld seams that could compromise structural integrity under cyclic loading. We apply multi-pass drawing schedules to achieve exact wall thickness and bore dimensions. For projects requiring ultra-tight tolerances, our cold rolled steel tube manufacturing routes provide exceptional surface finish and geometric accuracy.
Ready to optimize your drivetrain components? Request a Quote for 18-Spline Internal Profile Seamless Steel Tube today.
Primary & Supplementary Applications
Tubular Form Applications
- Automotive and off-highway drivetrain coupling sleeves and propshaft slip yokes
- Hydraulic pump and motor output shaft connection sleeves
- Planetary gearbox ring couplings and reduction gear adapter tubes
- Servo motor and robotic arm joint transmission sleeves requiring high concentricity
- Steering mechanism spline bushings and transfer case torque couplers
- Precision automation line drive shafts and linear motion spline guides
Bar & Forging Form Applications
- Solid drive shafts and transmission input/output shafts
- Heavy-duty differential side gears and flange yokes
- High-strength fastener blanks and torque-limiting coupling hubs
Specifications & Standards
This 18-spline seamless tube is manufactured in compliance with internationally recognized precision tubing and spline geometry standards. Base tube production and dimensional tolerances follow established mechanical tubing specifications. The internal profile conforms to globally recognized spline systems.
Seamless & Precision Tube Standards
- ASTM A519 seamless carbon and alloy steel mechanical tubing
- EN 10305-1 steel tubes for precision applications
- DIN 2391 seamless precision steel tubes
- GB/T 3639 cold-drawn precision seamless steel tubes for mechanical structures
- GB/T 8162 seamless steel tubes for structural purposes
Internal Spline Geometry Standards
- DIN 5480: Involute splines based on reference diameters
- ANSI B92.1 / SAE J498: Involute splines (US customary/metric)
- ISO 14: Straight-sided splines for cylindrical shafts
- GB/T 3478: Cylindrical involute splines
- GB/T 1144: Straight-sided splines
| Grade (CN) | US Equivalent | EU Equivalent | JIS Equivalent | Typical Application Focus |
|---|---|---|---|---|
| 42CrMo | AISI 4140 | 42CrMo4 | SCM440 | High-torque Q+T couplings |
| 20CrMnTi | AISI 8620 | 20MnCr5 | SCM420 | Carburized drive sleeves |
| GCr15 | AISI 52100 | 100Cr6 | SUJ2 | High contact-stress bearings/splines |
| 16MnCr5 | AISI 5115 | 16MnCr5 | SCr415 | Light-duty carburized gears/splines |
Available Sizes & Delivery Terms
Fushun Steel Tube offers flexible manufacturing ranges to accommodate both standard drivetrain designs and custom engineering projects. All dimensions can be adjusted per your technical drawing or spline specification.
| Product Type | Outer Diameter (OD) | Wall Thickness (WT) | Length | Tolerance / Notes |
|---|---|---|---|---|
| Cold-Drawn Precision Spline Tube | 20 mm – 180 mm | 3 mm – 25 mm | 2,000 – 6,000 mm | OD: IT7–IT9; Concentricity ≤ 0.05 mm TIR |
| Hot-Rolled Seamless Base Tube | 32 mm – 219 mm | 4 mm – 30 mm | 3,000 – 12,000 mm | As-rolled or pickled; for further machining |
| Internal Spline Profile | Module 0.5 – 5.0 | Effective tooth height per design | Splined length per drawing | Involute or straight-sided; Class 5–7 fit |
Delivery & Order Terms
- Ready Stock: Common OD/WT combinations in 4140/42CrMo4 and 8620/20CrMnTi available for immediate dispatch. Typical lead time is approximately 7 days.
- Custom Specifications: Non-standard spline modules or alternative grades require a minimum order quantity of 2–3 tons. Production lead time ranges from 25–35 days.
- Trial & Project Orders: Small-batch prototype runs are accepted for engineering validation. High-volume project orders benefit from tiered pricing and synchronized delivery schedules.
Need custom dimensions or expedited delivery? Request a Quote for 18-Spline Internal Profile Seamless Steel Tube to discuss your project timeline.
Chemical Composition
The internal spline tube can be produced in various carbon, alloy, and bearing steels depending on torque requirements and operating environment. The table below outlines the chemical composition ranges for the most frequently specified grades. Values represent standard ladle analysis limits.
| Grade | C | Si | Mn | Cr | Mo | Ni | Other / Notes |
|---|---|---|---|---|---|---|---|
| 42CrMo4 / 4140 | 0.38–0.45 | 0.17–0.37 | 0.60–0.90 | 0.90–1.20 | 0.15–0.30 | ≤0.30 | Q+T grade; high core strength |
| 20CrMnTi / 8620 | 0.17–0.23 | 0.17–0.37 | 0.80–1.10 | 0.40–0.70 | 0.15–0.25 | 0.40–0.70 | Carburizing grade; Ti 0.04–0.10 |
| GCr15 / 52100 | 0.95–1.05 | 0.15–0.35 | 0.25–0.45 | 1.40–1.65 | ≤0.10 | ≤0.30 | Bearing steel; high wear resistance |
| 16MnCr5 / 5115 | 0.14–0.19 | ≤0.40 | 1.00–1.30 | 0.80–1.10 | ≤0.10 | ≤0.40 | European carburizing grade |
Additional grades including 35CrMo, 20CrNiMo, and boron-treated steels are available. Exact composition limits follow the governing material standard and will be confirmed on the Mill Test Certificate.
Manufacturing Process
Fushun Steel Tube controls the entire production chain from molten steel to finished spline tubing. This vertical integration ensures metallurgical consistency and dimensional reliability across every batch. Standard production utilizes EAF, LF, and VD routing for effective degassing and inclusion control.
For applications demanding superior cleanliness and fatigue performance, we offer ESR or PESR remelting. Aerospace or ultra-high-reliability projects can be supplied via VIM plus VAR routes. All alloy and carburizing grades are processed with precise temperature control to guarantee uniform microstructure.
The base shell is hot-pierced and rolled to a seamless tube, followed by spheroidizing annealing and phosphating. The 18-tooth internal profile is then formed by cold drawing over a precision carbide mandrel. This method compresses the bore into the spline shape in a continuous pass, preserving uninterrupted grain flow. Multi-pass drawing with intermediate stress-relief annealing is applied for heavier walls. Customers may freely combine smelting routes and drawing schedules to match performance targets. Learn more about our secondary processing capabilities for stainless steel tube variants requiring enhanced corrosion resistance.
Mechanical Properties
Mechanical performance is determined by the selected base grade, wall thickness, and final heat treatment condition. The table below provides typical property ranges for the most common grades used in 18-spline tube applications. All values are based on standard longitudinal test specimens.
| Grade / Condition | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Hardness | Impact (J) @ RT |
|---|---|---|---|---|---|
| 42CrMo4 / Q+T | ≥ 1000 | ≥ 800 | ≥ 11 | 285–321 HBW | ≥ 50 |
| 42CrMo4 / As-Drawn + Stress Relief | 850–950 | 650–750 | 8–10 | 240–280 HBW | – |
| 20CrMnTi / Normalized (Core) | ≥ 850 | ≥ 600 | ≥ 10 | 180–220 HBW | ≥ 40 |
| 20CrMnTi / Carburized & Hardened (Case) | – | – | – | 58–62 HRC (case) | – |
| GCr15 / Spheroidized Annealed | 600–750 | 350–450 | ≥ 15 | 179–207 HBW | – |
| GCr15 / Quenched & Tempered | ≥ 1600 | ≥ 1400 | ≥ 5 | 60–64 HRC | ≥ 15 |
Properties for alternative grades, low-temperature impact requirements, or transverse testing are available upon request. All certified values are reported per heat lot on the MTC.
Heat Treatment
Proper heat treatment is critical to balancing core toughness with spline flank wear resistance. Fushun Steel Tube operates controlled-atmosphere furnaces to prevent decarburization on the internal spline profile. This preservation of tooth geometry significantly extends fatigue life.
| Treatment Type | Temperature Range | Soaking / Cooling | Application / Remarks |
|---|---|---|---|
| Stress-Relief Annealing | 550–650 °C | Air cool | Relieves cold-work stress; stabilizes dimensions |
| Normalizing (+N) | 850–900 °C | Air cool | Refines grain structure; prepares for machining |
| Quenching & Tempering (+QT) | Austenitize: 830–860 °C / Temper: 500–650 °C | Oil/Water quench → Air cool | Achieves high core strength for 4140/35CrMo grades |
| Carburizing & Hardening | 900–930 °C / 820–850 °C | Oil quench → Temper 150–200 °C | Builds hard case (0.8–1.5 mm) over tough core |
| Spheroidizing Annealing | 780–810 °C → slow cool | Furnace cool | Applied to GCr15/52100; optimizes machinability |
Atmosphere protection or vacuum processing is recommended for all carburizing and hardening cycles. This limits total decarburization depth and maintains spline flank integrity.
Surface Finish & Tolerances
Precision surface control ensures smooth mating shaft engagement and extended service life. Hot-rolled base tubes are supplied as-rolled or pickled. Cold-drawn spline tubes feature a bright finish with OD tolerances typically held to IT7–IT9.
OD-to-spline pitch circle concentricity is controlled within 0.02–0.05 mm TIR. The internal spline flanks achieve Ra ≤ 3.2 μm in the as-drawn condition. Surfaces can be refined to Ra ≤ 1.6 μm via precision honing or internal grinding when specified. External surfaces can be centerless ground to h6/h7 tolerances for bearing seats. All finishing operations are performed under strict in-process gauging. For high-temperature or corrosive environments, we also manufacture compatible boiler tube assemblies with specialized internal coatings.
Quality Assurance & Testing
Fushun Steel Tube operates under an ISO 9001 certified quality management system. Inspection protocols are specifically tailored to precision mechanical tubing and spline geometry requirements.
Inspection Workflow
- Raw Material: Optical emission spectrometry for ladle and product analysis. Inclusion rating per standard.
- In-Process: Laser OD/WT gauging, straightness monitoring, and mandrel alignment verification during drawing.
- Finished Tube:
- Non-destructive testing: Ultrasonic testing for internal flaws, Eddy Current or Magnetic Particle for surface defects
- Mechanical testing: Tensile, Charpy V-notch impact, and hardness per heat/lot
- Metallography: Grain size, microstructure verification, and decarburization depth measurement
- Spline verification: CMM profiling, go/no-go spline gauges, and runout checks
- Hydrostatic or pneumatic pressure testing when specified for sealed coupling applications
All shipments include an EN 10204 Type 3.1 Mill Test Certificate. Type 3.2 certification with independent witness testing is available upon request. We welcome third-party inspections by SGS, TÜV, BV, or your nominated agency.
Packing & Shipping
Precision cold-drawn spline tubes are individually capped with plastic end protectors. Each tube is wrapped in VCI anti-corrosion paper or shrink film. Products are securely packed in fumigated wooden cases or reinforced steel crates to prevent transit deformation.
Hot-rolled or pickled tubes are coated with anti-rust oil and bundled with high-tensile steel straps. All packages include clear labeling with grade, heat number, dimensions, and spline specification. We support global ocean freight, air cargo, and cross-border land transport. Custom marking and container loading plans can be arranged to match your warehouse requirements.
Frequently Asked Questions
- Can you produce non-standard spline modules or custom tooth profiles?
- Yes. While we commonly manufacture to DIN 5480 and ANSI B92.1, we produce custom involute or straight-sided profiles based on your engineering drawing. Mandrel tooling is designed in-house, and prototype runs are available for validation.
- What heat treatment condition do you recommend for high-torque applications?
- For medium to high torque loads, 42CrMo4/4140 in a quenched and tempered condition provides an optimal balance of core strength and toughness. If surface wear resistance is critical, carburizing grades like 20CrMnTi/8620 are recommended.
- What is your minimum order quantity and typical lead time?
- Standard OD/WT combinations in common grades are often available from ready stock with a 7-day dispatch time. Custom spline geometries require an MOQ of 2–3 tons, with a production cycle of 25–35 days.
- How do you verify spline accuracy and concentricity?
- Every batch undergoes CMM profile scanning and functional gauge testing to verify tooth thickness and pitch. Concentricity between the outer diameter and spline pitch circle is measured via dial indicator, typically held within 0.02–0.05 mm TIR.
- Do you provide material traceability and third-party inspection support?
- Absolutely. Each tube is traceable to its original heat number, and full chemical and mechanical results are documented on the EN 10204 3.1 certificate. We routinely coordinate with SGS, TÜV, or client-appointed inspectors for witness testing.
Have additional technical questions or need engineering support? Request a Quote for 18-Spline Internal Profile Seamless Steel Tube and connect with our metallurgical team today.